U型硅胶把手模具的制作方法
本技术涉及硅胶产品制备,尤其涉及一种u型硅胶把手模具。
背景技术:
1、u型硅胶把手的两侧有穿孔(方便安装u型硅胶把手的安装),因此需要后期冲切出孔或者在注塑成型的时候需要一次性注塑出孔。现有的一次性注塑成型的模具因为有孔位置的存在,成型后脱模不方便。
技术实现思路
1、本实用新型实施例所要解决的技术问题在于,提供一种u型硅胶把手模具,以方便脱模。
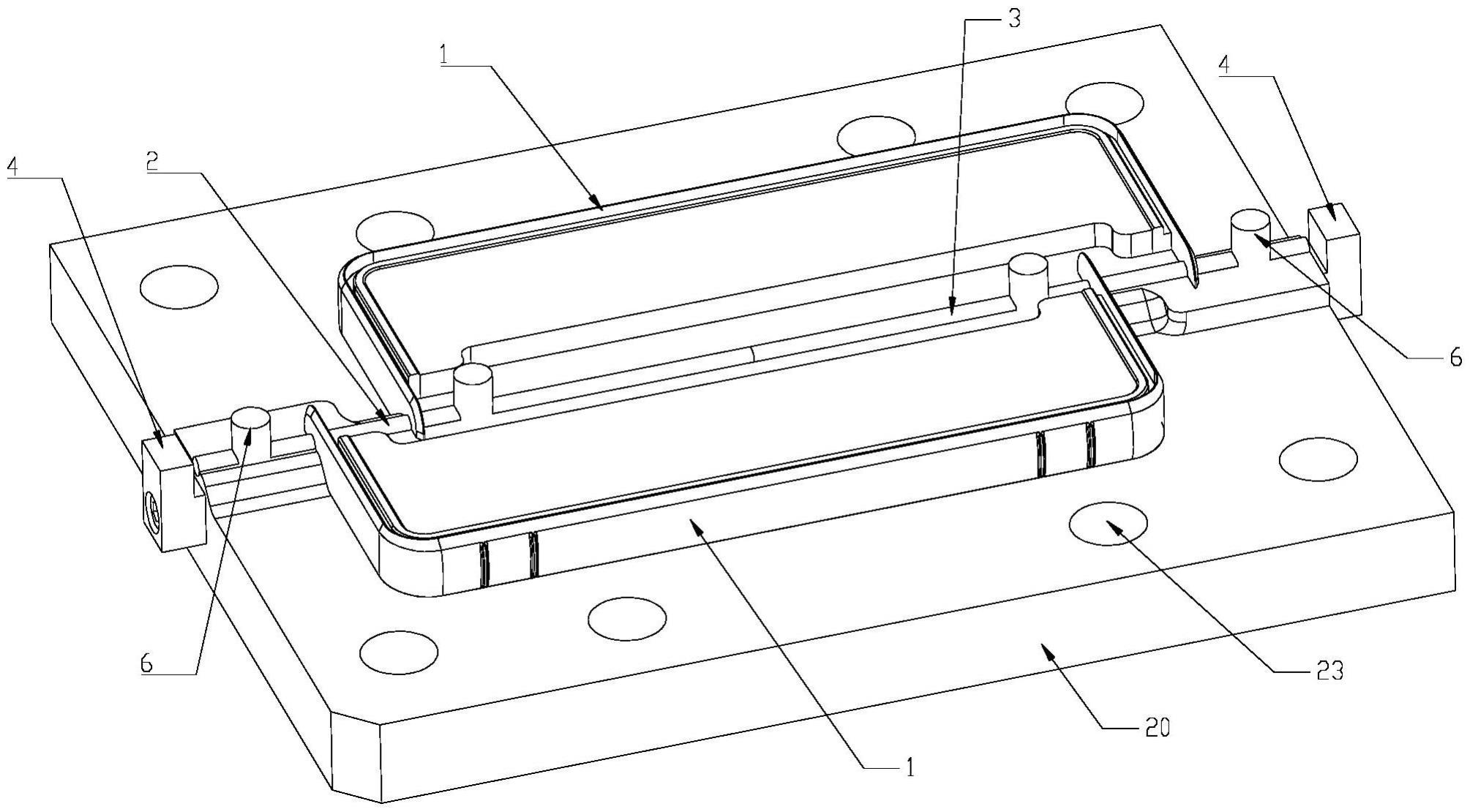
2、为了解决上述技术问题,本实用新型实施例提出了一种u型硅胶把手模具,包括上模、下模,还包括左内芯、右内芯,上模上设有上模槽、上芯槽,下模上对应设有下模槽、下芯槽,上模槽和下模槽组成成型腔,成型腔包含两个与u型硅胶把手匹配且相对设置的把手模腔,上芯槽和下芯槽组成内芯腔,内芯腔对应穿过两个把手模腔的两侧,内芯腔呈直线且两端出口延伸至u型硅胶把手模具外部,左内芯、右内芯装于内芯腔中,下模对应内芯腔的两端出口处均设有挡块,所述挡块均通过转轴可转动的设于下模上。
3、进一步地,左内芯、右内芯上均设有着力部。
4、进一步地,上模和下模上分别设有若干用于定位的上定位孔和下定位孔,上定位孔和下定位孔的位置一一相对。
5、本实用新型的有益效果为:本实用新型采用内芯腔结构,左内芯、右内芯可直接拔出,脱模方便;内芯腔两侧设有挡块,避免了在出现注入硅胶时,因为压力导致左内芯、右内芯被顶出的情况;本实用新型结构简单,脱模方便。
技术特征:
1.一种u型硅胶把手模具,包括上模、下模,其特征在于,还包括左内芯、右内芯,上模上设有上模槽、上芯槽,下模上对应设有下模槽、下芯槽,上模槽和下模槽组成成型腔,成型腔包含两个与u型硅胶把手匹配且相对设置的把手模腔,上芯槽和下芯槽组成内芯腔,内芯腔对应穿过两个把手模腔的两侧,内芯腔呈直线且两端出口延伸至u型硅胶把手模具外部,左内芯、右内芯装于内芯腔中,下模对应内芯腔的两端出口处均设有挡块,所述挡块均通过转轴可转动的设于下模上。
2.如权利要求1所述的u型硅胶把手模具,其特征在于,左内芯、右内芯上均设有着力部。
3.如权利要求1所述的u型硅胶把手模具,其特征在于,上模和下模上分别设有若干用于定位的上定位孔和下定位孔,上定位孔和下定位孔的位置一一相对。
技术总结
本技术实施例公开了一种U型硅胶把手模具,包括上模、下模、左内芯、右内芯,上模上设有上模槽、上芯槽,下模上对应设有下模槽、下芯槽,上模槽和下模槽组成成型腔,成型腔包含两个与U型硅胶把手匹配且相对设置的把手模腔,上芯槽和下芯槽组成内芯腔,内芯腔对应穿过两个把手模腔的两侧,内芯腔呈直线且两端出口延伸至U型硅胶把手模具外部,左内芯、右内芯装于内芯腔中,下模对应内芯腔的两端出口处均设有挡块,所述挡块均通过转轴可转动的设于下模上。本技术的左内芯、右内芯可直接拔出,脱模方便;内芯腔两侧设有挡块,避免了在出现注入硅胶时,因为压力导致左内芯、右内芯被顶出的情况。
技术研发人员:王雪芳
受保护的技术使用者:深圳市东成电子有限公司
技术研发日:20230104
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!