一种可快速成型的仪表盖板加工模具的制作方法
本技术涉及模具,具体为一种可快速成型的仪表盖板加工模具。
背景技术:
1、随着经济的发展,越来越多的人使用汽车作为出行工具,汽车在制造时,有多重的加工步骤,各部件加工好以后再与主体进行组装,进而构成一个完整的汽车,汽车仪表盘就由仪表盘本体和盖板组成,而盖板在加工时通常采用的是模具注塑成型,进而就会用到仪表盖板加工模具;
2、在公开号为cn217968113u公开的一种快速成型注塑模具,开启泵体工作,配合吸液管和排液管的使用,能够将冷却液引流至冷却道内,通过设置的冷却液能够对塑胶液进行降温,便于成型,当将塑胶液振平时,操作人员手持上模,并将定位孔与定位柱相互对准,使得上模定位安装在外框的上端,此时防溢孔与防溢板相互对准,通过防溢孔和防溢板的使用,能够避免塑胶液溢出,造成下模和上模不整洁;
3、但是,上述方案在使用的过程中,冷却的方式较为单一,且冷却水循环后缺少降温机构,使得冷却水在循环使用中温度升高,进而使得降温效果不佳,并且注塑成型后需要人工进行出模,繁琐费时,不便于进行自动出模处理。
4、所以我们提出了一种可快速成型的仪表盖板加工模具,以便于解决上述中提出的问题。
技术实现思路
1、本实用新型的目的在于提供一种可快速成型的仪表盖板加工模具,以解决上述背景技术提出的目前市场上现有的模具,使用的过程中,冷却的方式较为单一,且冷却水循环后缺少降温机构,使得冷却水在循环使用中温度升高,进而使得降温效果不佳,并且注塑成型后需要人工进行出模,繁琐费时,不便于进行自动出模处理的问题。
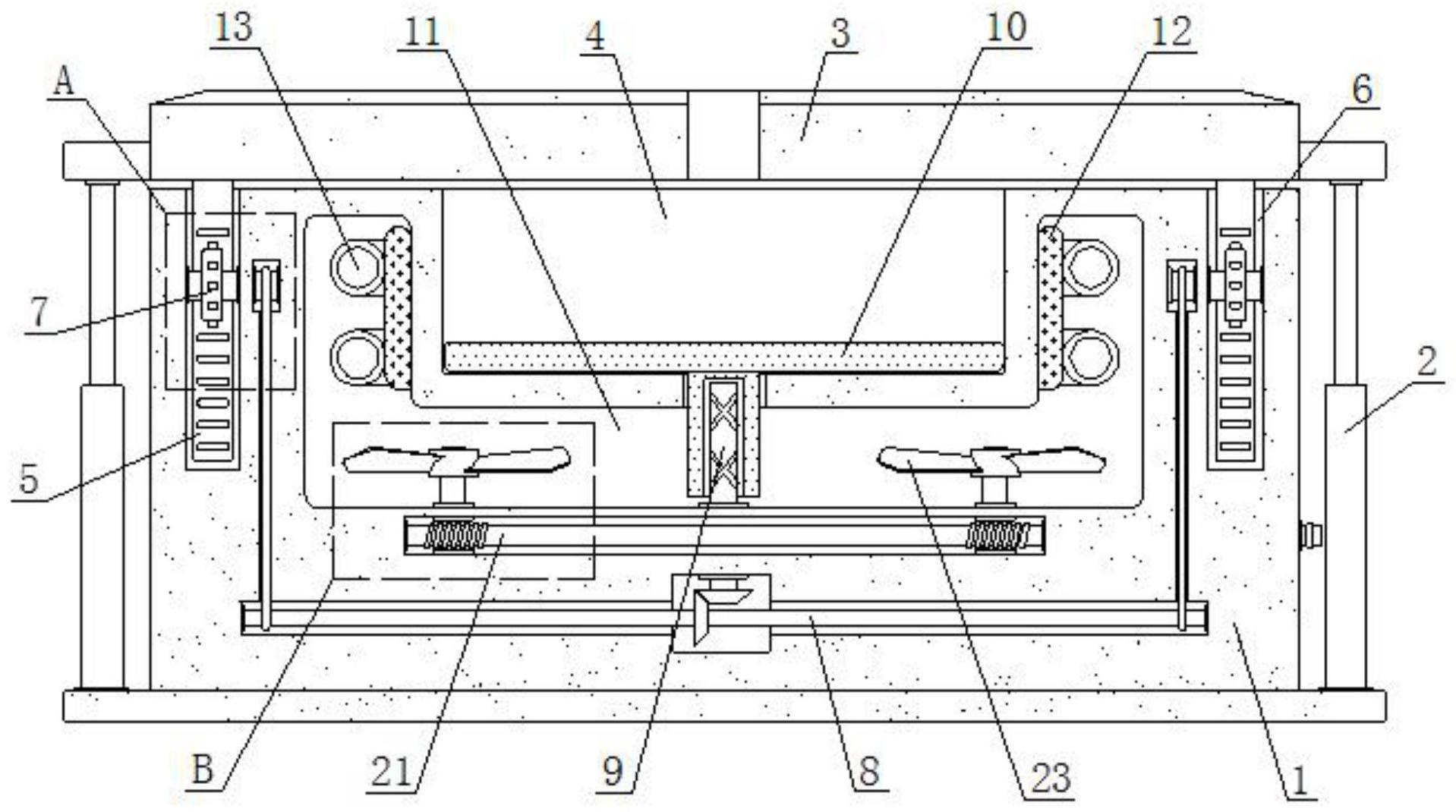
2、为实现上述目的,本实用新型提供如下技术方案:一种可快速成型的仪表盖板加工模具,包括设置的下模,且下模的顶部左右对称安装有电动伸缩杆,并且电动伸缩杆的顶部与上模的底部相连接,而且下模的顶面中部开设有模腔;
3、还包括:
4、所述上模的底部对称固定有定位齿板,且的底部连接于定位槽中,并且定位槽对称开设于下模的顶部;
5、所述模腔的内侧底部连接有出模板,且出模板滑动连接于下模的内侧中部;
6、所述模腔的外侧设置有散热腔,且散热腔开设于下模的内侧中部,并且散热腔的内壁上铺设有导热板,而且导热板的外部绕设有散热管;
7、所述散热腔的底部对称轴承连接有散热扇,且散热腔的前后侧与下模的外部之间等间距开设有散热孔。
8、优选的,所述定位齿板与定位槽的位置一一对应,且定位槽的内侧中部轴承连接有齿轮,并且定位齿板与齿轮啮合连接,而且齿轮的轴部通过链轮结构与下方的横杆相连接,同时横杆轴承连接于下模内侧底部,使得定位齿板在定位槽中移动后,就会带动齿轮转动,齿轮转动后就会通过链轮机构带动横杆转动。
9、优选的,所述横杆的中部通过锥齿连接件与第一往复丝杆相连接,且第一往复丝杆轴承连接于散热腔的内侧中部,并且第一往复丝杆的顶部螺纹连接有出模板,而且出模板整体设置为“t”字形结构,同时出模板通过第一往复丝杆构成自动出模结构,使得横杆转动后就会通过锥齿连接件带动第一往复丝杆转动,第一往复丝杆转动后就会带动出模板进行滑动,进而将成型的模型推出。
10、优选的,所述下模的后侧安装有电机,且电机的输出端连接有第二往复丝杆,并且第二往复丝杆的端部螺纹连接有活塞,而且活塞连接于水箱中,同时水箱安装于下模的后侧,使得电机带动第二往复丝杆转动后,第二往复丝杆就会带动活塞在水箱中往复移动。
11、优选的,所述水箱的端部对称安装有单向阀,且两个单向阀的流向相反,并且单向阀的外部分别通过输送管与散热管的首尾部相连通,而且水箱上安装有半导体制冷片,使得活塞移动后,水箱通过单向阀和输送管将水输送至散热管中,半导体制冷片可对循环的水进行持续冷却处理。
12、优选的,所述第二往复丝杆的端部通过链轮机构与过渡杆相连接,且过渡杆轴承连接于下模的后侧,并且过渡杆的端部通过链轮机构与蜗杆相连接,而且蜗杆贯穿轴承连接于散热腔中,使得第二往复丝杆转动后通过链轮机构带动过渡杆转动,过渡杆转动后就会通过链轮机构带动蜗杆转动。
13、优选的,所述蜗杆与蜗轮相连接,且蜗轮对称套设于散热扇的轴部,并且散热扇通过蜗杆和蜗轮构成风冷结构,使得蜗杆转动后就会带动蜗轮转动,蜗轮就会带动散热扇进行转动。
14、与现有技术相比,本实用新型可快速成型的仪表盖板加工模具的有益效果是:散热管和散热扇的设置,可以对模具进行水冷和风冷处理,进而加快模型的冷却成型,同时第一往复丝杆转动后会带动出模板进行竖直移动,进而将形成的模型自动脱出,具体内容如下:
15、1、通过设置的导热板可以对热量进行吸收,电机带动第二往复丝杆转动后,第二往复丝杆就会带动活塞在水箱中进行往复移动,水箱就会通过端部的单向阀和输送管,将冷却水输送至散热管中,进而使得散热管中水流动起来,水流的后就会将吸收的热量带走,循环至水箱中后,水箱通过半导体制冷片对水进行降温,而后再进行使用,从而对模型进行水冷处理,且第二往复丝杆转动时会通过链轮机构带动过渡杆转动,过渡杆转动后就会通过链轮机构带动蜗杆转动,蜗杆转动后就会带动蜗轮转动,蜗轮就会带动散热扇同步转动,从而对模型进行风冷处理,进而使得模型可以快速冷却成型;
16、2、通过设置的定位齿板与定位槽插接后,定位齿板就会带出齿轮进行转动齿轮转动后就会通过链轮机构带动横杆转动,横杆转动后就会带动第一往复丝杆转动,第一往复丝杆转动后就会带动出模板进行竖直滑动,进而可以将成型的模型进行自动脱模处理。
技术特征:
1.一种可快速成型的仪表盖板加工模具,包括设置的下模(1),且下模(1)的顶部左右对称安装有电动伸缩杆(2),并且电动伸缩杆(2)的顶部与上模(3)的底部相连接,而且下模(1)的顶面中部开设有模腔(4);
2.根据权利要求1所述的一种可快速成型的仪表盖板加工模具,其特征在于:所述定位齿板(5)与定位槽(6)的位置一一对应,且定位槽(6)的内侧中部轴承连接有齿轮(7),并且定位齿板(5)与齿轮(7)啮合连接,而且齿轮(7)的轴部通过链轮结构与下方的横杆(8)相连接,同时横杆(8)轴承连接于下模(1)内侧底部。
3.根据权利要求2所述的一种可快速成型的仪表盖板加工模具,其特征在于:所述横杆(8)的中部通过锥齿连接件与第一往复丝杆(9)相连接,且第一往复丝杆(9)轴承连接于散热腔(11)的内侧中部,并且第一往复丝杆(9)的顶部螺纹连接有出模板(10),而且出模板(10)整体设置为“t”字形结构,同时出模板(10)通过第一往复丝杆(9)构成自动出模结构。
4.根据权利要求1所述的一种可快速成型的仪表盖板加工模具,其特征在于:所述下模(1)的后侧安装有电机(25),且电机(25)的输出端连接有第二往复丝杆(14),并且第二往复丝杆(14)的端部螺纹连接有活塞(15),而且活塞(15)连接于水箱(16)中,同时水箱(16)安装于下模(1)的后侧。
5.根据权利要求4所述的一种可快速成型的仪表盖板加工模具,其特征在于:所述水箱(16)的端部对称安装有单向阀(18),且两个单向阀(18)的流向相反,并且单向阀(18)的外部分别通过输送管(19)与散热管(13)的首尾部相连通,而且水箱(16)上安装有半导体制冷片(17)。
6.根据权利要求5所述的一种可快速成型的仪表盖板加工模具,其特征在于:所述第二往复丝杆(14)的端部通过链轮机构与过渡杆(20)相连接,且过渡杆(20)轴承连接于下模(1)的后侧,并且过渡杆(20)的端部通过链轮机构与蜗杆(21)相连接,而且蜗杆(21)贯穿轴承连接于散热腔(11)中。
7.根据权利要求6所述的一种可快速成型的仪表盖板加工模具,其特征在于:所述蜗杆(21)与蜗轮(22)相连接,且蜗轮(22)对称套设于散热扇(23)的轴部,并且散热扇(23)通过蜗杆(21)和蜗轮(22)构成风冷结构。
技术总结
本技术公开了一种可快速成型的仪表盖板加工模具,包括设置的下模,且下模的顶部左右对称安装有电动伸缩杆,并且电动伸缩杆的顶部与上模的底部相连接,而且下模的顶面中部开设有模腔;还包括:所述上模的底部对称固定有定位齿板,且的底部连接于定位槽中,并且定位槽对称开设于下模的顶部;所述模腔的内侧底部连接有出模板,且出模板滑动连接于下模的内侧中部;所述模腔的外侧设置有散热腔,且散热腔开设于下模的内侧中部;所述散热腔的底部对称轴承连接有散热扇。该可快速成型的仪表盖板加工模具,可通过水冷和风冷处理对模型进行快速成型处理,同时在开模的同时进行自动出模。
技术研发人员:陈康康,陈健健
受保护的技术使用者:台州玖屹科技有限公司
技术研发日:20230201
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!