一种出风口叶片的热成型快速装配工装的制作方法
本技术涉及一种注塑件装夹结构,尤其是涉及一种出风口叶片的热成型快速装配工装。
背景技术:
1、目前市面上出风口的叶片有很多种,大多数出风口叶片转轴和叶片采用同一种硬胶材料,在和出风口硬胶壳体上孔洞的过盈配合时,容易导致转动力矩过大,或者过小,转动有异响等等问题。出风口叶片采用转轴上软胶和叶片硬胶一体注塑成型,利用出风口叶片转轴上的阻尼软胶,实现二层叶片转轴和出风口硬胶壳体上孔洞的进行配合装配,再与一层叶片进行总装,而在实际的装配中采用手工装接,首先装接的效率低下,装接的精度不高的缺陷。
技术实现思路
1、本实用新型的目的是:提供一种出风口叶片的热成型快速装配工装,且具备操作的简单方便,结构设备稳定可靠的优点;解决上述问题,便于操作的工装结构,提高零件加工的质量和效率。
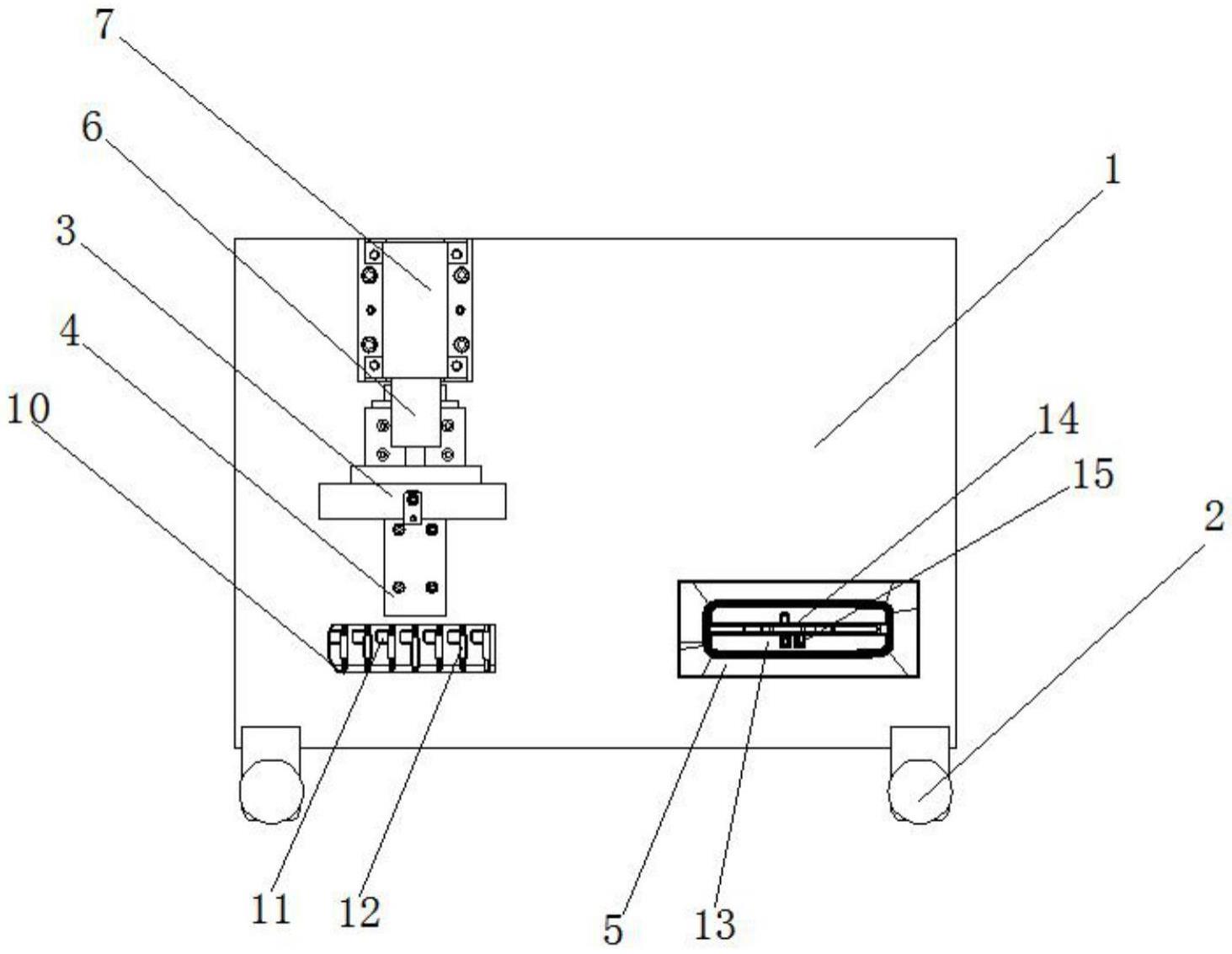
2、本实用新型解决其技术问题所采用的技术方案是:一种出风口叶片的热成型快速装配工装,包括操作台、设在操作台上的热成型工装结构以及设在操作台外侧的操作控键组,所述的热成型工装结构包括设在操作台上的热压安装模体以及叶片套装模具结构,所述的热压安装模体包括气动连接结构、设在气动连接结构输出端的联动支架固定块、设在联动支架固定块下端的线性轨道体以及设在联动支架固定块垂直面上的二层叶片装接套座体结构,所述的叶片套装模具结构包括设在操作台一侧的一层叶片装接座以及设在一层叶片装接座上部的一层叶片装接套结构,所述的联动支架固定块侧端设置二层叶片热压装配槽结构。
3、所述的联动支架固定块侧端设置热压二层叶片装配外形槽以及设在热压二层装配外形槽中的若干二层叶片限位装接孔组。
4、所述的二层叶片装接套座体结构包括设在操作台上的二层叶片装接台、均布在二层叶片装接台上的叶片装配间隔台以及设在每个叶片装配间隔台上的间隔凸台。
5、所述的一层叶片装接套结构包括设置一层叶片装接座中的装接内槽、设在装接内槽中的内装接夹台组以及在一个内装接夹台上的一层装配台架。
6、所述的气动连接结构包括设在联动支架固定块上端的气缸连接头以及设在气缸连接头后端的控制气缸。
7、本实用新型的优点为:由于采用了气动热压合方式进行限位的汽车出风口二层装配体与内置的二层叶片和二层叶片轴进行精确装配,并且二层装配后在进行一层出风口的装配。确保工件的精确装配以及牢固安装,生产率高,工业效果明显,具有很好的实用性。
8、以下将结合附图和实施例,对本实用新型进行较为详细的说明。
技术特征:
1.一种出风口叶片的热成型快速装配工装,其特征在于:包括操作台、设在操作台上的热成型工装结构以及设在操作台外侧的操作控键组,所述的热成型工装结构包括设在操作台上的热压安装模体以及叶片套装模具结构,所述的热压安装模体包括气动连接结构、设在气动连接结构输出端的联动支架固定块、设在联动支架固定块下端的线性轨道体以及设在联动支架固定块垂直面上的二层叶片装接套座体结构,所述的叶片套装模具结构包括设在操作台一侧的一层叶片装接座以及设在一层叶片装接座上部的一层叶片装接套结构,所述的联动支架固定块侧端设置二层叶片热压装配槽结构。
2.如权利要求1所述的出风口叶片的热成型快速装配工装,其特征在于:所述的联动支架固定块侧端设置热压二层叶片装配外形槽以及设在热压二层装配外形槽中的若干二层叶片限位装接孔组。
3.如权利要求1所述的出风口叶片的热成型快速装配工装,其特征在于:所述的二层叶片装接套座体结构包括设在操作台上的二层叶片装接台、均布在二层叶片装接台上的叶片装配间隔台以及设在每个叶片装配间隔台上的间隔凸台。
4.如权利要求1所述的出风口叶片的热成型快速装配工装,其特征在于:所述的一层叶片装接套结构包括设置一层叶片装接座中的装接内槽、设在装接内槽中的内装接夹台组以及在一个内装接夹台上的一层装配台架。
5.如权利要求1所述的出风口叶片的热成型快速装配工装,其特征在于:所述的气动连接结构包括设在联动支架固定块上端的气缸连接头以及设在气缸连接头后端的控制气缸。
技术总结
本技术一种出风口叶片的热成型快速装配工装,包括操作台、设在操作台上的热成型工装结构以及设在操作台外侧的操作控键组,所述的热成型工装结构包括设在操作台上的热压安装模体以及叶片套装模具结构,所述的热压安装模体包括气动连接结构、设在气动连接结构输出端的联动支架固定块、设在联动支架固定块下端的线性轨道体以及设在联动支架固定块垂直面上的二层叶片装接套座体结构,由于采用了气动热压合方式进行限位的汽车出风口二层装配体与内置的二层叶片和二层叶片轴进行精确装配,并且二层装配后在进行一层出风口的装配。确保工件的精确装配以及牢固安装,生产率高,工业效果明显,具有很好的实用性。
技术研发人员:戴安平,李行军,李育辉
受保护的技术使用者:芜湖德埃普机械科技有限公司
技术研发日:20230208
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!