一种双材质天线罩成型模具的制作方法
本技术涉及模具,具体为一种双材质天线罩成型模具。
背景技术:
1、天线罩是保护天线系统免受外部环境影响的结构物。它在电气性能上具有良好的电磁波穿透特性,机械性能上能经受外部恶劣环境的作用。室外天线通常置于露天工作,直接受到自然界中暴风雨、冰雪、沙尘以及太阳辐射等的侵袭,致使天线精度降低、寿命缩短和工作可靠性差。
2、天线罩截面基本呈环形,基于天线罩的两面(发射面与非发射面)对电磁波穿透性的不同要求,通常对两面(发射面与非发射面)采取两种不同材质进行成型生产,以满足使用要求。
3、现有对于这种天线罩生产基本上采用独立成型出两个u型结构之后再进行二次加工融合拼接成完整天线罩,不仅增加了模具数量和成本,而且工艺繁琐,效率较低。
技术实现思路
1、本实用新型的目的在于提供了一种双材质天线罩成型模具。
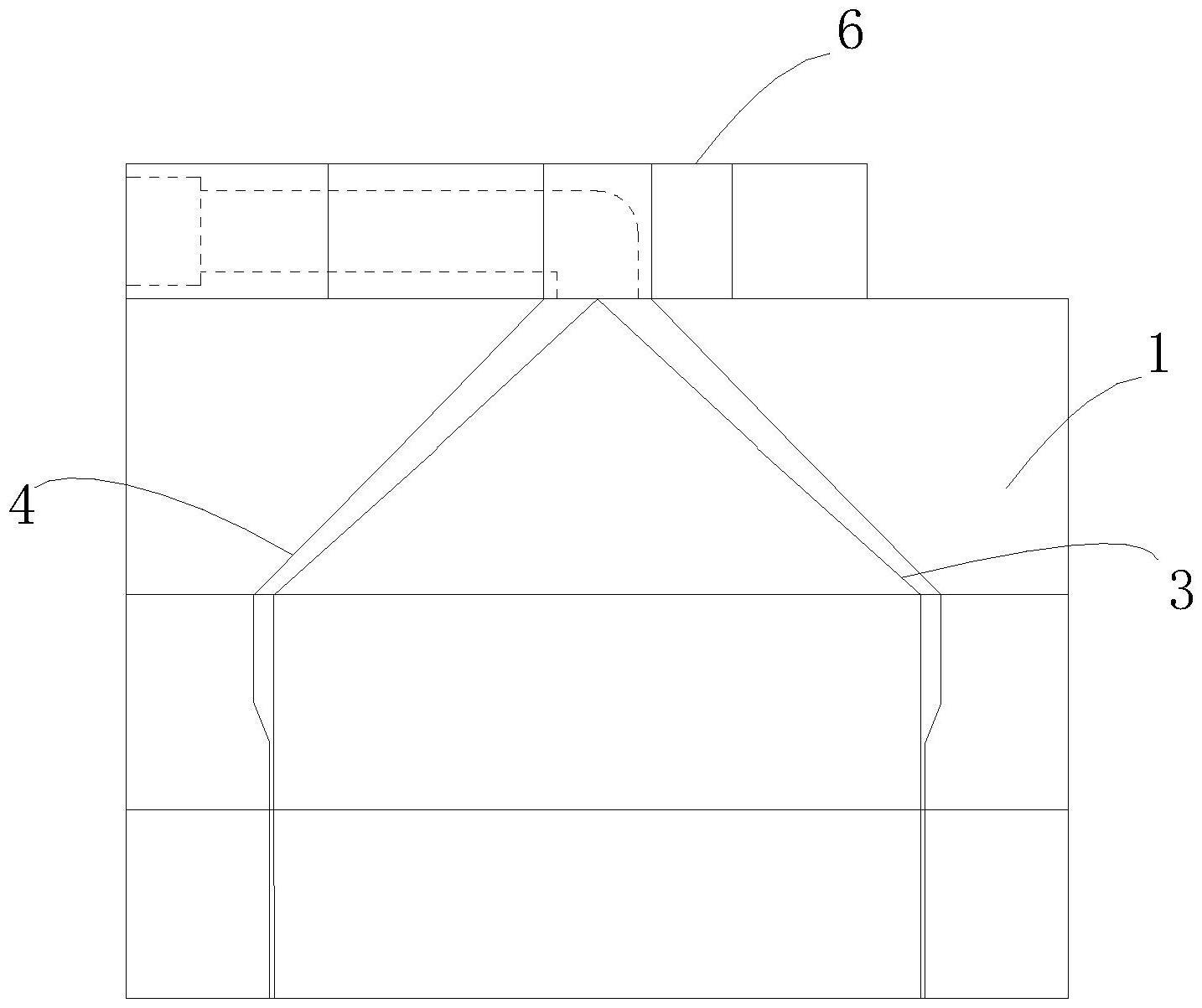
2、为实现上述目的,本实用新型提供如下技术方案:一种双材质天线罩成型模具,包括数块成型模板沿高度相互叠加,数块所述成型模板内部设置用于分别成型天线罩第一部分与第二部分的第一模腔、第二模腔,所述第一模腔与第二模腔均沿所述成型模板高度方向逐级变化至所述第一模腔与第二模腔相连通,以使材质不同的熔融热料分别自所述第一模腔与第二模腔融合成型所述天线罩。
3、作为优选的实施方案,进一步的,所述第一模腔和第二模腔自进料时呈分离状态,沿挤出方向逐渐往长度方向外扩至所述第一模腔与第二模腔各自两端相接通形成整体。
4、作为优选的实施方案,进一步的,所述第一模腔和第二模腔截面均呈u型。
5、作为优选的实施方案,进一步的,最顶部的所述成型模板上端面固定第一机颈板和第二机颈板,所述第一机颈板和第二机颈板上分别设第一进料口、第二进料口,所述第二进料口位于所述第二机颈板侧部,所述第一进料口和第二进料口分别与第一模腔、第二模腔相连通。
6、作为优选的实施方案,进一步的,所述第一模腔和第二模腔分别流入的材料为热塑性工程料及发泡材料。
7、本实用新型的有益效果如下:
8、熔融的热塑性工程料和发泡材料分别经第一进料口和第二进料口流入,对应经第一模腔和第二模腔流通后融合成型为完整的天线罩,通过一个模具达成双材质天线罩的生产,节省模具数量和成本,简化成型工艺,效率得以综合提高。
技术特征:
1.一种双材质天线罩成型模具,其特征在于,包括数块成型模板沿高度相互叠加,数块所述成型模板内部设置用于分别成型天线罩第一部分与第二部分的第一模腔、第二模腔,所述第一模腔与第二模腔均沿所述成型模板高度方向逐级变化至所述第一模腔与第二模腔相连通,以使材质不同的熔融热料分别自所述第一模腔与第二模腔融合成型所述天线罩。
2.根据权利要求1所述的一种双材质天线罩成型模具,其特征在于,所述第一模腔和第二模腔自进料时呈分离状态,沿挤出方向逐渐往长度方向外扩至所述第一模腔与第二模腔各自两端相接通形成整体。
3.根据权利要求2所述的一种双材质天线罩成型模具,其特征在于,所述第一模腔和第二模腔截面均呈u型。
4.根据权利要求1所述的一种双材质天线罩成型模具,其特征在于,最顶部的所述成型模板端面上固定第一机颈板和第二机颈板,所述第一机颈板和第二机颈板上分别设第一进料口、第二进料口,所述第二进料口位于所述第二机颈板侧部,所述第一进料口和第二进料口分别与第一模腔、第二模腔相连通。
5.根据权利要求1所述的一种双材质天线罩成型模具,其特征在于,所述第一模腔和第二模腔分别流入的材料为热塑性工程料及发泡材料。
技术总结
本技术涉及一种双材质天线罩成型模具,包括数块成型模板沿高度相互叠加,数块成型模板内部设置用于分别成型天线罩第一部分与第二部分的第一模腔、第二模腔,第一模腔与第二模腔均沿成型模板高度方向逐级变化至第一模腔与第二模腔相连通,以使材质不同的熔融热料分别自第一模腔与第二模腔融合成型天线罩。熔融的热塑性工程料和发泡材料分别经第一进料口和第二进料口流入,对应经第一模腔和第二模腔流通后融合成型为完整的天线罩,通过一个模具达成双材质天线罩的生产,节省模具数量和成本,简化成型工艺,效率得以综合提高。
技术研发人员:曾志雄
受保护的技术使用者:中山市诚力通通信科技有限公司
技术研发日:20230214
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!