一种复材双向盒形件成型工装的制作方法
本技术涉及复材件成型,具体涉及一种复材双向盒形件成型工装。
背景技术:
1、复合材料双向盒形件是飞机、导弹、机载吊舱等装备中常用的主要传力及承力结构,其结构通常主要由框缘和腹板组成,框缘是主要受力部位,在结构传力中起主导作用,腹板能够承受一定的面内剪力和正应力。双向盒形件除了具有保持装备气动外形的作用之外,还能将装载的质量力和其他部件上的载荷,传递到机身结构上,将集中力加以分散,然后以剪流的形式传给机身蒙皮。
2、复材双向盒形件成型存在一定困难,一般通过将双向盒形件分为两个单向盒形件单独成型,并通过二次胶接完成最终成型。这种形式可以保证每个单独成型的盒形件质量,但是结构整体性不足,很难达到制件所需的力学性能。
3、如何设计一种成型工装,能够保证制件表观质量,同时能够提升制件结构力学性能是我们需要解决的问题。
技术实现思路
1、本实用新型的目的在于提供一种复材双向盒形件成型工装,以解决现有技术中单独成型的盒形件表观质量及力学性能差的问题。
2、为达到上述目的,本实用新型是采用下述技术方案实现的:
3、一种复材双向盒形件成型工装,包括:
4、模体,所述模体包括模体主体和连接在所述模体主体顶面用于成型下半盒形件的成型凸块;
5、多个立边挡块,所述立边挡块和所述模体主体可拆卸连接,且所述立边挡块可移动设置在所述模体主体上,所述立边挡块的高度大于所述成型凸块的高度;所述成型凸块的顶面和多个所述立边挡块的内侧面之间形成用于成型上半盒形件的上型腔。
6、进一步地,每个所述立边挡块与所述模体主体的连接面上均有长圆孔,所述长圆孔和安装在所述模体主体上的圆柱销相配合,以使所述立边挡块在所述模体主体移动。
7、进一步地,所述模体主体上还设有螺孔,螺钉贯穿所述立边挡块和所述螺孔连接,以锁紧所述立边挡块。
8、进一步地,还包括多个连接在所述模体主体上用于驱动所述立边挡块向靠近所述成型凸块侧移动的锁紧块。
9、进一步地,所述锁紧块设置在相邻所述立边挡块的连接处,所述锁紧块的两端部均设有压紧螺钉,两端的所述压紧螺钉的末端分别位于其中一个所述立边挡块的外侧,所述压紧螺钉用于驱动所述立边挡块移动、并压紧所述立边挡块。
10、进一步地,每个所述立边挡块与所述模体主体的连接面至少设置两个长圆孔。
11、通过设置两个长圆孔可保证立边挡块受力后沿着长圆孔的方向移动。
12、进一步地,所述立边挡块包括分别设置在所述成型凸块四周的立边挡块ⅰ、立边挡块ⅱ、立边挡块ⅲ和立边挡块ⅳ。
13、进一步地,还包括可拆卸设置在所述上型腔内的真空压袋。
14、进一步地,所述模体主体的外周面还连接有多个吊环螺钉。
15、通过吊环螺钉的设置,可便于将装置整体进行提升移动至热压罐中进行后续的固化成型。
16、进一步地,所述模体主体的顶面设有脱模凹槽,所述脱模凹槽内连接有用于使复材双向盒型件脱模的脱模块。
17、根据上述技术方案,本实用新型至少具有以下效果:本申请的成型工装成型时,先在成型凸块上铺贴下半盒型件构型,安装可拆卸设置的立边挡块后铺贴上盒型件构型,拆除可拆卸设置的立边挡块后在双向盒型件立边外表面铺贴预浸料;通过成型凸块及可拆卸设置的立边挡块,使得盒形件成型时可通过先后铺贴的形式一体成型,解决了两次单独成型时盒形件表观质量及力学性能差的问题。
技术特征:
1.一种复材双向盒形件成型工装,其特征在于,包括:
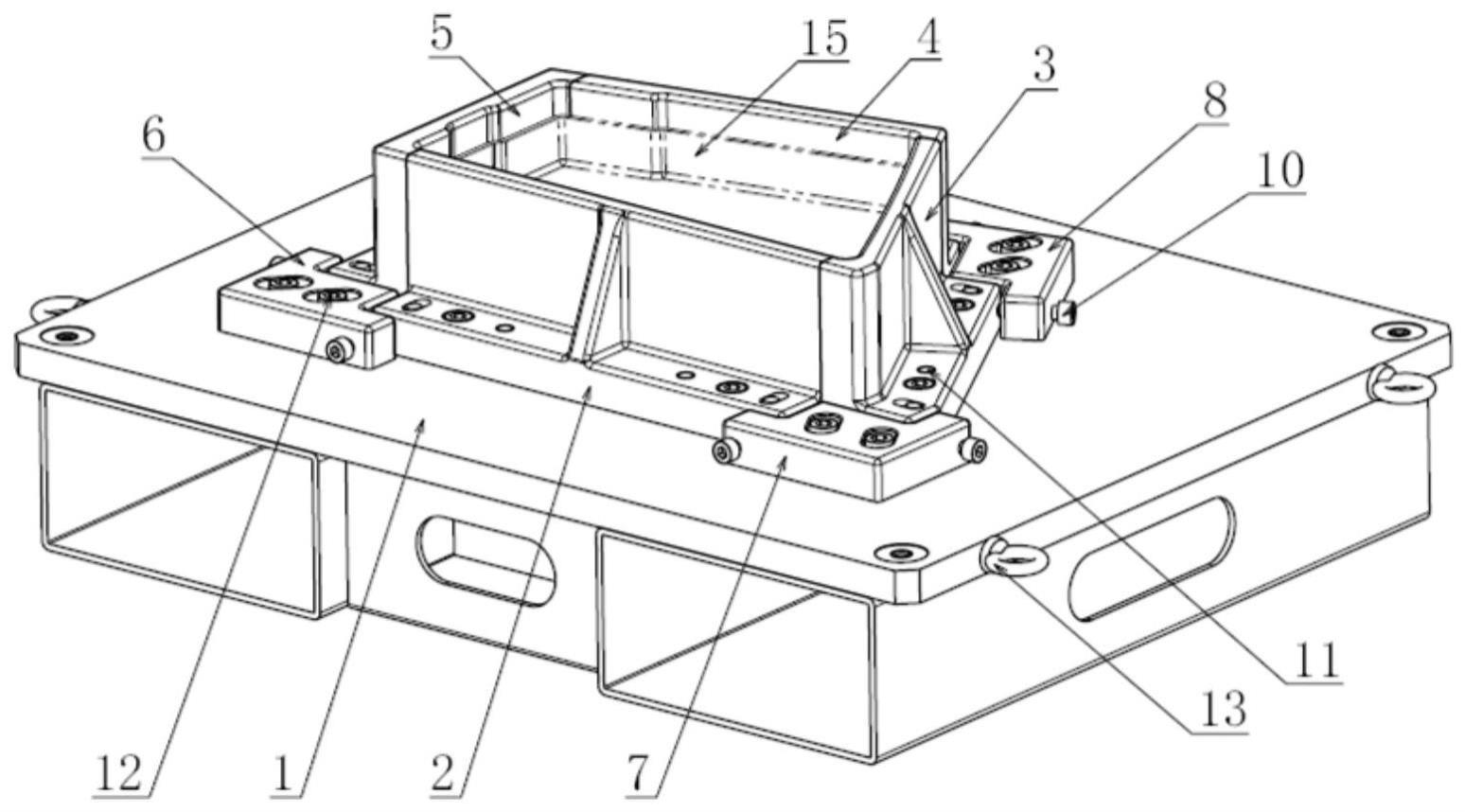
2.根据权利要求1所述的复材双向盒形件成型工装,其特征在于,每个所述立边挡块与所述模体主体的连接面上均有长圆孔,所述长圆孔和安装在所述模体主体上的圆柱销(11)相配合,以使所述立边挡块在所述模体主体移动。
3.根据权利要求2所述的复材双向盒形件成型工装,其特征在于,所述模体主体上还设有螺孔,螺钉(12)贯穿所述立边挡块和所述螺孔连接,以锁紧所述立边挡块。
4.根据权利要求2所述的复材双向盒形件成型工装,其特征在于,还包括多个连接在所述模体主体上用于驱动所述立边挡块向靠近所述成型凸块侧移动的锁紧块。
5.根据权利要求4所述的复材双向盒形件成型工装,其特征在于,所述锁紧块设置在相邻所述立边挡块的连接处,所述锁紧块的两端部均设有压紧螺钉(10),两端的所述压紧螺钉(10)的末端分别位于其中一个所述立边挡块的外侧,所述压紧螺钉用于驱动所述立边挡块移动、并压紧所述立边挡块。
6.根据权利要求2所述的复材双向盒形件成型工装,其特征在于,每个所述立边挡块与所述模体主体的连接面至少设置两个长圆孔。
7.根据权利要求1-6任一项所述的复材双向盒形件成型工装,其特征在于,所述立边挡块包括分别设置在所述成型凸块四周的立边挡块ⅰ(2)、立边挡块ⅱ(3)、立边挡块ⅲ(4)和立边挡块ⅳ(5)。
8.根据权利要求1-6任一项所述的复材双向盒形件成型工装,其特征在于,还包括可拆卸设置在所述上型腔内的真空压袋。
9.根据权利要求1-6任一项所述的复材双向盒形件成型工装,其特征在于,所述模体主体的外周面还连接有多个吊环螺钉(13)。
10.根据权利要求1-6任一项所述的复材双向盒形件成型工装,其特征在于,所述模体主体的顶面设有脱模凹槽,所述脱模凹槽内连接有用于使复材双向盒型件(15)脱模的脱模块(14)。
技术总结
本技术公开了一种复材双向盒形件成型工装,包括模体和多个立边挡块,模体包括模体主体和连接在模体主体顶面用于成型下半盒形件的成型凸块;立边挡块和模体主体可拆卸连接,且立边挡块可移动设置在模体主体上,立边挡块的高度大于成型凸块的高度;成型凸块的顶面和多个立板挡块的内侧面之间形成用于成型上半盒形件的上型腔。本申请通过成型凸块及可拆卸设置的立边挡块,使得盒形件成型时可通过先后铺贴的形式一体成型,解决了两次单独成型时盒形件表观质量及力学性能差的问题。
技术研发人员:汤春柳,祝旭杰,敖贵毅,张泉国
受保护的技术使用者:江苏恒神股份有限公司
技术研发日:20230216
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!