一种二次成型的轴承胶轮的组装系统的制作方法
本技术涉及轴承胶轮生产,具体涉及一种二次成型的轴承胶轮的组装系统。
背景技术:
1、目前,现有的轴承胶轮注塑工艺大多为人工将胶轴承取出后,然后人工将轴承和胶轮埋入到模具中,再注塑成型。由于塑胶轮刚注塑成型时温度较高,在取出和组装过程中极易发生形变,且人工取出容易烫手,容易造成安全事故;其次,由于胶轮埋入至二次成型注塑机中也有温度限制,现有工艺缺乏对胶轮的最佳操作温度的规划,无法及时冷却,导致胶轮变形而影响产品的良品率。
技术实现思路
1、为了克服上述技术问题,本实用新型公开了一种二次成型的轴承胶轮的组装系统。
2、本实用新型为实现上述目的所采用的技术方案是:
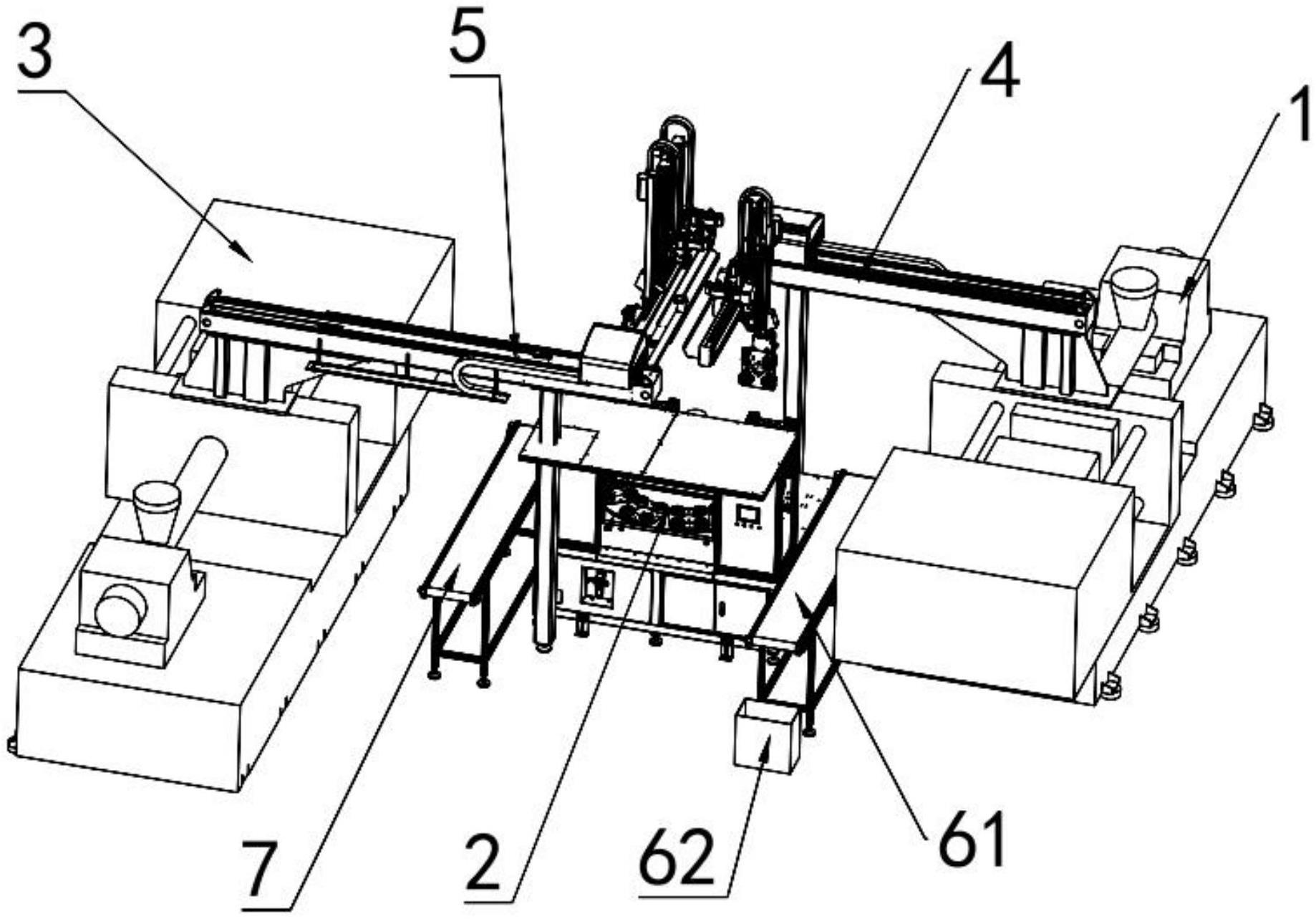
3、一种二次成型的轴承胶轮的组装系统,其包括依次设置的第一注塑装置、冷却埋入装置和第二注塑装置,于所述第一注塑装置和所述冷却埋入装置之间往返设置有第一拾取装置,于所述冷却埋入装置和所述第二注塑装置之间往返设置有第二拾取装置;
4、所述冷却埋入装置包括冷却机构、及内置于所述冷却机构中的转盘机构,沿所述转盘机构的转动方向依次设置有胶轮进料工位、轴承埋入工位和组装件出料工位;
5、所述第一拾取装置包括对应所述胶轮进料工位设置的胶轮拾取机构;
6、所述第二拾取装置包括对应所述组装件出料工位设置的组装件拾取机构、及对应所述第二注塑装置设置的产品拾取机构。
7、上述的二次成型的轴承胶轮的组装系统,其中所述转盘机构包括旋转电机、及由所述旋转电机驱动的旋转底板,于所述旋转底板上按间隔距离设置有若干组载料底座,所述载料底座包括若干组组装定位组件;
8、所述组装定位组件包括胶轮放置座、设置于所述胶轮放置座中心的第一轴承中心定位柱、及若干组围绕所述第一轴承中心定位柱设置的轴承防呆定位柱。
9、上述的二次成型的轴承胶轮的组装系统,其中所述胶轮拾取机构包括第一移料板、及若干组对应所述组装定位组件设置于所述第一移料板上的第一防变形拾取组件,于所述第一移料板上对应所述胶轮放置座设置有第一光电传感器;
10、所述第一防变形拾取组件包括第一气缸、及由所述第一气缸驱动的第一夹片和第二夹片,所述第一夹片和所述第二夹片的驱动方向平行且相反,所述第一夹片和所述第二夹片之间形成第一夹取腔,于所述第一夹取腔中设置有用于夹取胶轮水口料的水口夹。
11、上述的二次成型的轴承胶轮的组装系统,其中所述第一夹片和所述第二夹片的结构相同;
12、所述第一夹片的外侧面设置有第一弧形抵接座,于所述第一弧形抵接座按间隔距离设置有若干用于与胶轮内侧面点接触的抵接凸起。
13、上述的二次成型的轴承胶轮的组装系统,其中所述第一拾取装置还包括第一x向驱动机构、设置于所述第一x向驱动机构上的第一y向驱动机构和设置于所述第一y向驱动机构上的第一z向驱动机构,于所述第一z向驱动机构上设置有第一伺服倒角机构,所述胶轮拾取机构安装于所述第一伺服倒角机构上。
14、上述的二次成型的轴承胶轮的组装系统,其中所述组装件拾取机构包括平行设置的第二移料板和第三移料板,于所述第三移料板上对应所述组装定位组件设置有若干组第二防变形拾取组件,于所述第二移料板上对应所述第二防变形拾取组件设置有轴承夹取组件和轴承顶出组件,于所述第三移料板上对应所述胶轮放置座设置有第二光电传感器;
15、所述第二防变形拾取组件包括第二气缸、及由所述第二气缸驱动的第三夹片和第四夹片,所述第三夹片和所述第四夹片的驱动方向平行且相反,所述第三夹片和所述第四夹片之间形成第二夹取腔,所述第三夹片和所述第四夹片的结构相同,所述第三夹片的外侧面设置有用于与胶轮内侧面抵接的第二弧形抵接座。
16、上述的二次成型的轴承胶轮的组装系统,其中所述轴承夹取组件包括第三气缸、及由所述第三气缸驱动的第五夹片和第六夹片,所述第五夹片和所述第六夹片延伸设置于所述第二夹取腔中,所述第五夹片和所述第六夹片的驱动方向平行且相反,所述第五夹片和所述第六夹片的结构相同,所述第五夹片和所述第六夹片之间形成第三夹取腔,所述第五夹片的内侧面设置有用于与轴承外侧面抵接的第三弧形抵接座;
17、所述轴承顶出组件包括第四气缸、及由所述第四气缸垂直驱动的顶出柱,所述顶出柱延伸设置于所述第三夹取腔中。
18、上述的二次成型的轴承胶轮的组装系统,其中所述产品拾取机构包括第四移料板、及若干组对应所述组装定位组件设置于所述第四移料板上的产品吸取组件,于所述第四移料板上对应所述胶轮放置座设置有第三光电传感器;
19、所述产品吸取组件包括第二轴承中心定位柱、及若干组按间隔距离围绕所述第二轴承中心定位柱设置的吸嘴。
20、上述的二次成型的轴承胶轮的组装系统,其中所述第二拾取装置还包括第二x向驱动机构、设置于所述第二x向驱动机构上的第二y向驱动机构、以及并列设置于所述第二y向驱动机构上的第二z向驱动机构和第三z向驱动机构,于所述第二z向驱动机构、所述第三z向驱动机构上分别设置有第二伺服倒角机构、第三伺服倒角机构,所述组装件拾取机构安装于所述第二伺服倒角机构上,所述产品拾取机构安装于所述第三伺服倒角机构上。
21、上述的二次成型的轴承胶轮的组装系统,其中所述冷却机构包括对应所述胶轮进料工位设置的第一冷却组件和对应所述组装件出料工位设置的第二冷却组件。
22、本实用新型的有益效果为:本实用新型基于采用二次注塑成型的原理,合理分布各装置的设置位置,确保一次注塑、冷却组装和二次注塑的工艺流畅性,在组装过程中通过转盘冷却的方式,在延长冷却时长的同时,完成轴承和胶轮的装配工艺,并且在转移胶轮的过程中极大程度地减少胶轮变形量,提高轴承埋入的精准度和产品良品率。
技术特征:
1.一种二次成型的轴承胶轮的组装系统,其特征在于,其包括依次设置的第一注塑装置、冷却埋入装置和第二注塑装置,于所述第一注塑装置和所述冷却埋入装置之间往返设置有第一拾取装置,于所述冷却埋入装置和所述第二注塑装置之间往返设置有第二拾取装置;
2.根据权利要求1所述的二次成型的轴承胶轮的组装系统,其特征在于,所述转盘机构包括旋转电机、及由所述旋转电机驱动的旋转底板,于所述旋转底板上按间隔距离设置有若干组载料底座,所述载料底座包括若干组组装定位组件;
3.根据权利要求2所述的二次成型的轴承胶轮的组装系统,其特征在于,所述胶轮拾取机构包括第一移料板、及若干组对应所述组装定位组件设置于所述第一移料板上的第一防变形拾取组件,于所述第一移料板上对应所述胶轮放置座设置有第一光电传感器;
4.根据权利要求3所述的二次成型的轴承胶轮的组装系统,其特征在于,所述第一夹片和所述第二夹片的结构相同;
5.根据权利要求4所述的二次成型的轴承胶轮的组装系统,其特征在于,所述第一拾取装置还包括第一x向驱动机构、设置于所述第一x向驱动机构上的第一y向驱动机构和设置于所述第一y向驱动机构上的第一z向驱动机构,于所述第一z向驱动机构上设置有第一伺服倒角机构,所述胶轮拾取机构安装于所述第一伺服倒角机构上。
6.根据权利要求2所述的二次成型的轴承胶轮的组装系统,其特征在于,所述组装件拾取机构包括平行设置的第二移料板和第三移料板,于所述第三移料板上对应所述组装定位组件设置有若干组第二防变形拾取组件,于所述第二移料板上对应所述第二防变形拾取组件设置有轴承夹取组件和轴承顶出组件,于所述第三移料板上对应所述胶轮放置座设置有第二光电传感器;
7.根据权利要求6所述的二次成型的轴承胶轮的组装系统,其特征在于,所述轴承夹取组件包括第三气缸、及由所述第三气缸驱动的第五夹片和第六夹片,所述第五夹片和所述第六夹片延伸设置于所述第二夹取腔中,所述第五夹片和所述第六夹片的驱动方向平行且相反,所述第五夹片和所述第六夹片的结构相同,所述第五夹片和所述第六夹片之间形成第三夹取腔,所述第五夹片的内侧面设置有用于与轴承外侧面抵接的第三弧形抵接座;
8.根据权利要求7所述的二次成型的轴承胶轮的组装系统,其特征在于,所述产品拾取机构包括第四移料板、及若干组对应所述组装定位组件设置于所述第四移料板上的产品吸取组件,于所述第四移料板上对应所述胶轮放置座设置有第三光电传感器;
9.根据权利要求8所述的二次成型的轴承胶轮的组装系统,其特征在于,所述第二拾取装置还包括第二x向驱动机构、设置于所述第二x向驱动机构上的第二y向驱动机构、以及并列设置于所述第二y向驱动机构上的第二z向驱动机构和第三z向驱动机构,于所述第二z向驱动机构、所述第三z向驱动机构上分别设置有第二伺服倒角机构、第三伺服倒角机构,所述组装件拾取机构安装于所述第二伺服倒角机构上,所述产品拾取机构安装于所述第三伺服倒角机构上。
10.根据权利要求2所述的二次成型的轴承胶轮的组装系统,其特征在于,所述冷却机构包括对应所述胶轮进料工位设置的第一冷却组件和对应所述组装件出料工位设置的第二冷却组件。
技术总结
本技术公开一种二次成型的轴承胶轮的组装系统,其包括第一注塑装置、冷却埋入装置和第二注塑装置,于第一注塑装置和冷却埋入装置之间设置有第一拾取装置,于冷却埋入装置和第二注塑装置之间设置有第二拾取装置;冷却埋入装置包括冷却机构及转盘机构,沿转盘机构的转动方向依次设置有胶轮进料工位、轴承埋入工位和组装件出料工位;第一拾取装置包括胶轮拾取机构;第二拾取装置包括组装件拾取机构及产品拾取机构。本技术确保一次注塑、冷却组装和二次注塑的工艺流畅性,在组装过程中通过转盘冷却的方式,在延长冷却时长的同时,完成轴承和胶轮的装配工艺,并且在转移胶轮的过程中减少胶轮变形量,提高轴承埋入的精准度和产品良品率。
技术研发人员:吴沐台,李炎球,容小涛,湛辉赞
受保护的技术使用者:广东思为客科技股份有限公司
技术研发日:20230217
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!