一种快速更换镶件的模具结构的制作方法
本技术涉及注塑模具领域,特别是涉及一种快速更换镶件的模具结构。
背景技术:
1、由于消费性电子设备如手机、可穿戴设备等小型化及轻便化的发展趋势,有关的塑件设计便越来越薄。薄壁化因具有减小产品重量及外形尺寸、便于集成设计及装配、缩短生产周期、节约材料和降低成本等优点成为塑料消费行业追求的目标,已成为塑料成型行业中新的研究热点。常使用镶件成型产品上的薄壁部位。当生产不同壁厚的同类产品时,常常需要对模仁的镶件进行更换。且由于壁厚较薄,导致镶件体积较小较薄,在生产时镶件存在出现断裂现象的风险。当需要更换镶件时,在机台上不能直接更换镶件,需要下模维修,配模工作量大,无形中增加了修模交期。且加工镶件需要进行线割、cnc、机加工、放电等工序,加工工作量大,工序多。
技术实现思路
1、本实用新型的目的在于提供一种快速更换镶件的模具结构,以解决上述背景技术中提出的问题。
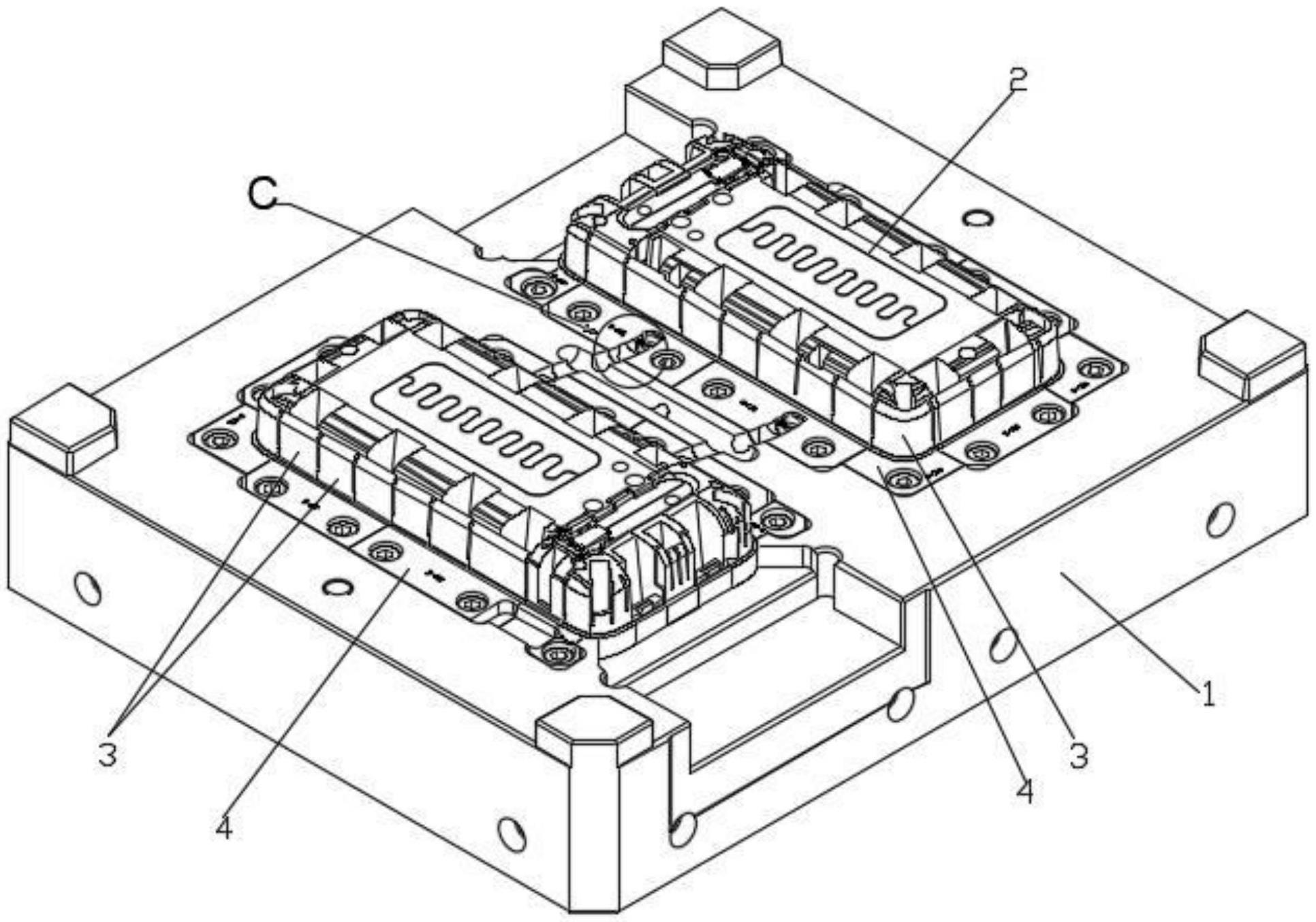
2、为实现上述目的,本实用新型采用如下技术方案:一种快速更换镶件的模具结构,包括模仁与侧壁成型镶件,所述模仁设有至少一个型芯,每一所述型芯侧壁均贴合设有侧壁成型镶件,所述侧壁成型镶件靠近型芯的表面设有用于成型产品侧壁的第一成型槽,所述型芯侧壁设有与第一成型槽相对设置的第二成型槽,每一所述侧壁成型镶件远离型芯的表面连接有连接块,所述连接块可拆卸设置于模仁。侧壁成型镶件连接于连接块靠近型芯的一端。连接块可拆卸式安装于模仁,只需拆下连接块即可更换侧壁成型镶件与连接块。在机台上可以直接维修断裂的镶件,直接拆卸掉连接块后即可更换镶件,无需拆下模仁,不用下模,减少修模周期。且侧壁成型镶件加工量小,加工简单,可以提前备好,进一步缩短镶件的更换时间。
3、进一步地,所述侧壁成型镶件远离型芯的表面与连接块可拆卸连接或一体成型连接。优选地,侧壁成型镶件沿直线延伸时,侧壁成型镶件远离型芯的表面与连接块可拆卸连接;侧壁成型镶件沿弧形曲线延伸时,侧壁成型镶件远离型芯的表面与连接块一体成型连接。连接块可拆卸式安装于模仁;侧壁成型镶件与连接块一体成型时,只需拆下连接块即可同时更换侧壁成型镶件与连接块;侧壁成型镶件与连接块可拆卸连接时,拆下连接块后可单独更换侧壁成型镶件或单独更换大小连接块,也可同时更换侧壁成型镶件与连接块。进一步提高灵活性,使得侧壁成型镶件可根据生产产品的壁厚不同有选择的进行更换,节省换模成本,降低劳动强度。
4、进一步地,每一所述型芯一侧至少一块连接块设有第一流道,每一所述型芯一侧至少一块侧壁成型镶件设有第二流道,所述第一流道与第二流道一一对应连通,所述模仁设有与第一流道连通的主流道。
5、进一步地,所述侧壁成型镶件远离型芯的表面凸设有被夹持部,所述被夹持部夹设于模仁与连接块之间。被夹持部夹紧在模仁与连接块之间,连接块用于对被夹持部施加作用力,使被夹持部可拆卸式安装在模仁上。
6、进一步地,所述连接块底面靠近型芯的一端或模仁表面开设有与被夹持部间隙匹配的定位槽。定位槽用于容纳被夹持部,通过定位槽对被夹持部进行定位。连接块用于对被夹持部施加作用力使被夹持部可拆卸式安装在模仁上。
7、进一步地,所述模仁开设有与连接块间隙配合的第一凹槽,所述第一凹槽的横截面与所述连接块的横截面均沿开模方向逐渐缩小。连接块上大下小,第一凹槽与连接块的间隙配合,便于装配连接块,防止产品披锋毛边。
8、进一步地,所述第一凹槽远离型芯的内壁倾斜设置,所述第一凹槽呈倒置的直角梯形,所述第一凹槽远离型芯的内壁与合模方向所成的夹角为1°至5°。连接块上大下小,第一凹槽与连接块的间隙配合,便于装配连接块,防止产品披锋毛边。
9、进一步地,所述第一流道包括相连通的输入段与输出段,所述输出段两端分别连通输入段与第二流道,所述输入段设置于连接块远离模仁的表面上,所述输出段的延伸方向倾斜设置。优选地,输出段的延伸方向与模仁的合模方向斜交。第二流道末端为倾斜设置的输出段,减少第二流道末端熔融的胶料流动的阻力,使第二流道末端的熔融的胶料流动的阻力顺利进入第二流道。
10、进一步地,所述输出段内部设有挡块,所述挡块上端设置于输出段圆心下方,所述挡块两端均设有斜面。输入段用于向输出段内部注入熔融的胶料。熔融的胶料在输入段内部流动时会被挡块阻挡,最终熔融的胶料溢流至挡块另一侧,通过挡块控制进入输入段内部的熔融的胶料流动的速度。
11、进一步地,所述输出段远离输入段的一端连接有进胶通道,所述进胶通道设置于挡块远离输入段的一侧。进胶通道用于向输入段内部注入熔融的胶料,输入段用于向输出段内部注入熔融的胶料。通过进胶通道与主流道同时向输入段内注入熔融的胶料,提高熔融的胶料装入输入段内的速度。
12、本实用新型的有益效果为:
13、1、侧壁成型镶件可单独加工,加工量减小,加工工穴只需要cnc、磨床、放电。节省了线割的时间。
14、2、在机台上可以维修断裂的侧壁成型镶件,无需拆下模仁,直接拆掉连接块后就可以更换侧壁成型镶件,不用下模,减少修模周期。
15、3、镶件加工简单,可以提前备好,且配模难度降低,容易装配。
技术特征:
1.一种快速更换镶件的模具结构,其特征在于:包括模仁与侧壁成型镶件,所述模仁设有至少一个型芯,每一所述型芯侧壁均贴合设有侧壁成型镶件,所述侧壁成型镶件靠近型芯的表面设有用于成型产品侧壁的第一成型槽,所述型芯侧壁设有与第一成型槽相对设置的第二成型槽,每一所述侧壁成型镶件远离型芯的表面连接有连接块,所述连接块可拆卸设置于模仁。
2.根据权利要求1所述一种快速更换镶件的模具结构,其特征在于:所述侧壁成型镶件远离型芯的表面与连接块可拆卸连接或一体成型连接。
3.根据权利要求1所述一种快速更换镶件的模具结构,其特征在于:每一所述型芯一侧至少一块连接块设有第一流道,每一所述型芯一侧至少一块侧壁成型镶件设有第二流道,所述第一流道与第二流道一一对应连通,所述模仁设有与第一流道连通的主流道。
4.根据权利要求3所述一种快速更换镶件的模具结构,其特征在于:所述侧壁成型镶件远离型芯的表面凸设有被夹持部,所述被夹持部夹设于模仁与连接块之间。
5.根据权利要求4所述一种快速更换镶件的模具结构,其特征在于:所述连接块底面或模仁表面开设有与被夹持部间隙匹配的定位槽。
6.根据权利要求1所述一种快速更换镶件的模具结构,其特征在于:所述模仁开设有与连接块间隙配合的第一凹槽,所述第一凹槽的横截面与所述连接块的横截面均沿开模方向逐渐缩小。
7.根据权利要求6所述一种快速更换镶件的模具结构,其特征在于:所述第一凹槽远离型芯的内壁倾斜设置,所述第一凹槽呈倒置的直角梯形,所述第一凹槽远离型芯的内壁与合模方向所成的夹角为1°至5°。
8.根据权利要求3所述一种快速更换镶件的模具结构,其特征在于:所述第一流道包括相连通的输入段与输出段,所述输出段两端分别连通输入段与第二流道,所述输入段设置于连接块远离模仁的表面上,所述输出段的延伸方向倾斜设置。
9.根据权利要求8所述一种快速更换镶件的模具结构,其特征在于:所述输出段内部设有挡块,所述挡块上端设置于输出段圆心下方,所述挡块两端均设有斜面。
10.根据权利要求9所述一种快速更换镶件的模具结构,其特征在于:所述输出段远离输入段的一端连接有进胶通道,所述进胶通道设置于挡块远离输入段的一侧。
技术总结
本技术公开了一种快速更换镶件的模具结构,涉及注塑模具领域,包括模仁与侧壁成型镶件,所述模仁设有至少一个型芯,每一所述型芯侧壁均贴合设有侧壁成型镶件,所述侧壁成型镶件靠近型芯的表面设有用于成型产品侧壁的第一成型槽,所述型芯侧壁设有与第一成型槽相对设置的第二成型槽,每一所述侧壁成型镶件远离型芯的表面连接有连接块,所述连接块可拆卸设置于模仁。在机台上可以维修断裂的侧壁成型镶件,无需拆下模仁,直接拆掉连接块后就可以更换侧壁成型镶件,不用下模,减少修模周期。镶件加工简单,可以提前备好,且配模难度降低,容易装配。
技术研发人员:曹晓英,谭亚平
受保护的技术使用者:惠州市耀盈精密技术有限公司
技术研发日:20230221
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!