成型鼓及成型机的制作方法
本技术涉及成型鼓,具体而言,涉及一种成型鼓及成型机。
背景技术:
1、目前,国内大多数轮胎厂用于三角胶贴合的设备大都是半自动设备,需要人工完成三角胶上料、钢圈上料及贴合操作,对操作者的技术要求高,劳动强度大,安全性低;在三角胶贴合的上一道工序需要配备一定的人员和装备,以供给本工序所需的已裁切好的定长三角胶。另外,现在的三角胶贴合机结构复杂,效率低。
2、三角胶成型鼓是生产钢丝圈贴合三角胶装置核心部件,其工作流程为定长胶料条自动贴覆外径一圈、接头压合,翻转定型等工序,其具体工作过程为,供料架上递出的三角形胶料吸附住缠绕一圈,压辊装置把接头压实,翻板翻稍过90度立起来,把三角形胶料翻到钢丝圈上敷贴。
3、翻立后热粘的三角胶在瓦片上滑移到钢圈上进行敷贴,粘料严重造成贴敷轨迹有误差,成品质量差。
技术实现思路
1、本实用新型的主要目的在于提供一种成型鼓及成型机,以解决现有技术中的翻转鼓瓦表面沾料严重的技术问题。
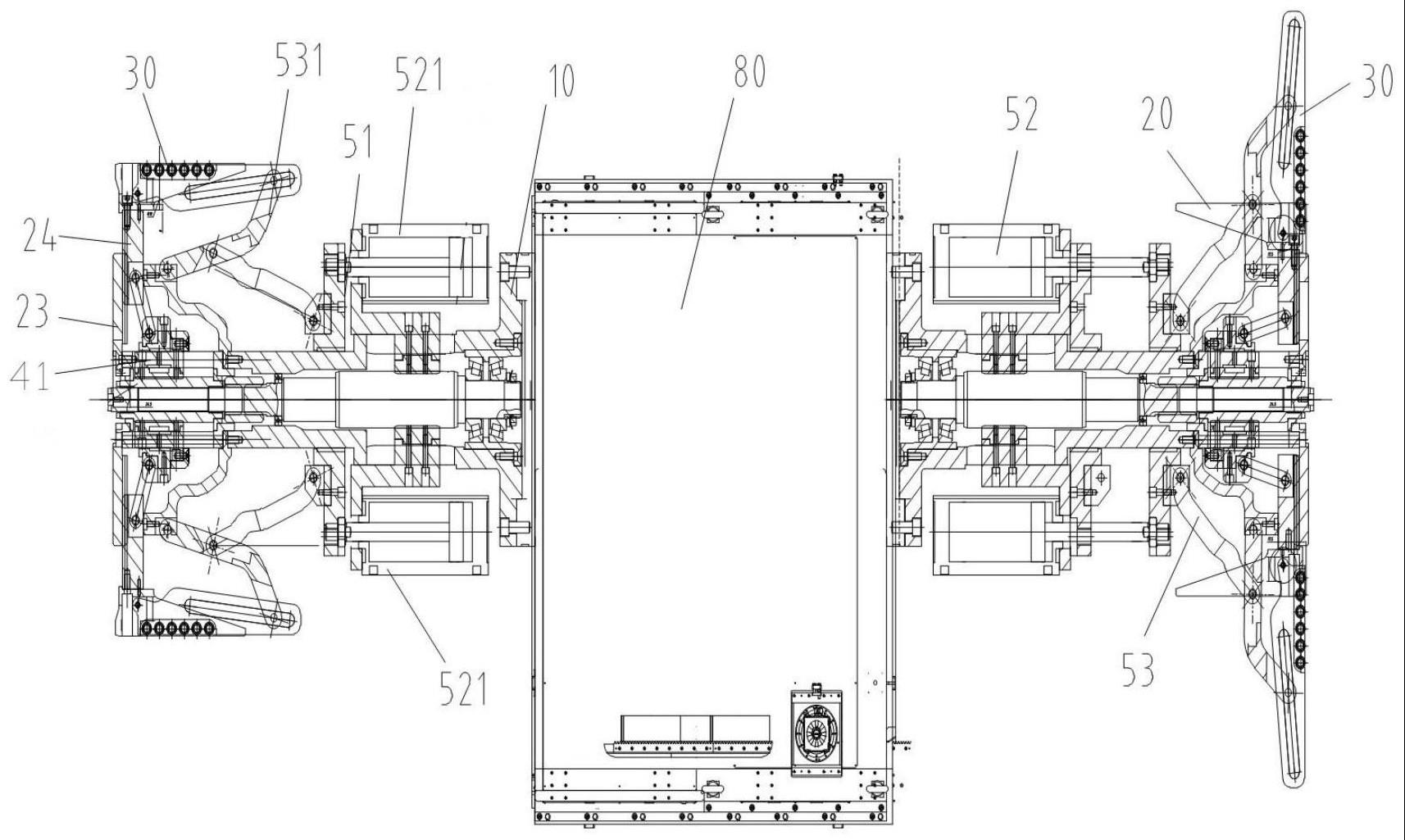
2、为了实现上述目的,根据本实用新型的一个方面,提供了一种成型鼓,包括:主轴组件;支撑组件,支撑组件环绕主轴组件设置,以用于支撑三角胶;翻转组件,翻转组件环绕主轴组件设置且能够相对主轴组件转动,以翻转三角胶。
3、进一步地,翻转组件包括多个翻转杆,多个翻转杆沿主轴组件的周向方向间隔地设置,其中,翻转杆沿第一预设方向转动,主轴组件沿第二预设方向转动,第一预设方向垂直于第二预设方向。
4、进一步地,支撑组件包括多个鼓瓦,多个鼓瓦沿主轴组件的周向方向间隔地设置,其中,鼓瓦与翻转杆依次交替设置。
5、进一步地,翻转组件还包括滚轮机构,滚轮机构可转动地设置在翻转杆上,以用于与三角胶滚动连接。
6、进一步地,滚轮机构包括两组滚轮,两组滚轮分别设置在翻转杆的两侧,其中,每组滚轮包括多个滚轮,多个滚轮沿翻转杆的延伸方向间隔地设置。
7、进一步地,成型鼓还包括:第一滑套组件,第一滑套组件套设在主轴组件上;第一驱动组件,第一驱动组件与第一滑套组件驱动连接,以驱动第一滑套组件沿主轴组件的轴向方向移动;连杆组件,连杆组件可转动地设置在第一滑套组件上;其中,连杆组件包括多个第二连杆机构,多个第二连杆机构环绕设置在第一滑套组件上并分别与第一滑套组件转动连接,翻转组件包括多个翻转杆,多个第二连杆机构与多个翻转杆一一对应地设置并铰接,第一滑套组件移动以通过连杆组件同时驱动各个翻转杆转动。
8、进一步地,翻转组件和/或支撑组件沿主轴组件的径向方向可伸缩地设置。
9、进一步地,成型鼓还包括:第一支撑座组件,第一支撑座组件套设在主轴组件的外侧;多个滑块结构,多个滑块结构沿主轴组件的周向方向上间隔地设置;其中,第一支撑座组件上设有多个沿主轴组件径向方向延伸的导轨,多个滑块结构一一对应地设置在各个导轨上以沿导轨移动,翻转组件包括多个翻转杆,多个翻转杆沿主轴组件的周向方向间隔地设置在相应地滑块结构上并分别与滑块结构转动连接,支撑组件包括多个鼓瓦,多个鼓瓦沿主轴组件的周向方向间隔地设置在滑块结构上。
10、进一步地,成型鼓还包括:多个第一连杆机构,多个第一连杆机构一一对应地与各个滑块结构连接;第一丝杠组件,第一丝杠组件穿设在主轴组件的内侧;第一丝杠螺母组件,第一丝杠螺母组件套设在第一丝杠组件上,其中,主轴组件上设有沿主轴组件的轴向方向延伸的第一导向槽段,第一丝杠螺母组件穿设在第一导向槽段内,多个第一连杆机构环绕第一丝杠螺母组件设置并与第一丝杠螺母组件转动连接,第一丝杠组件驱动第一丝杠螺母组件移动以通过带动各个第一连杆机构运动驱动相应地滑块结构滑动。
11、进一步地,翻转组件和/或支撑组件沿主轴组件的轴向方向可移动地设置。
12、进一步地,成型鼓还包括:第二丝杠组件,第二丝杠组件穿设在主轴组件内;第二丝杠螺母组件,第二丝杠螺母组件套设在第二丝杠组件上,其中,主轴组件上设有沿主轴组件的轴向方向延伸的第二导向槽段,第二丝杠螺母组件穿设在第二导向槽段内,翻转组件和支撑组件均设置在第二丝杠螺母组件上,以在第二丝杠组件的驱动下移动。
13、进一步地,成型鼓还包括:吸盘组件,吸盘组件设置在支撑组件上,以吸附三角胶的接头。
14、根据本实用新型的另一方面,提供了一种成型机,包括成型鼓和胎圈上料机构,成型鼓为上述的成型机,其中,胎圈上料机构用于将胎圈放置在成型鼓的一侧,成型鼓的翻转组件用于将三角胶翻转到胎圈上。
15、应用本实用新型的技术方案的成型鼓主要应用于向胎圈上贴合三角胶,工作时,驱动电机驱动主轴组件转动,使三角胶缠绕在支撑组件上一圈,胎圈上料机构带动胎圈移动至成型鼓的一侧,翻转组件沿着主轴组件的轴向方向翻起将三角胶翻到胎圈上,本实用新型的翻转组件与支撑组件分别单独设置,解决了目前翻转和支撑采用同一个结构导致翻转时三角胶沾料严重的问题。
技术特征:
1.一种成型鼓,其特征在于,包括:
2.根据权利要求1所述的成型鼓,其特征在于,所述翻转组件(30)包括多个翻转杆(31),多个所述翻转杆(31)沿所述主轴组件(10)的周向方向间隔地设置,其中,所述翻转杆(31)沿第一预设方向转动,所述主轴组件(10)沿第二预设方向转动,所述第一预设方向垂直于所述第二预设方向。
3.根据权利要求2所述的成型鼓,其特征在于,所述支撑组件(20)包括多个鼓瓦,多个所述鼓瓦沿所述主轴组件(10)的周向方向间隔地设置,其中,所述鼓瓦与所述翻转杆(31)依次交替设置。
4.根据权利要求2所述的成型鼓,其特征在于,所述翻转组件(30)还包括滚轮机构,所述滚轮机构可转动地设置在所述翻转杆(31)上,以用于与所述三角胶滚动连接。
5.根据权利要求4所述的成型鼓,其特征在于,所述滚轮机构包括两组滚轮,两组所述滚轮分别设置在所述翻转杆(31)的两侧,其中,每组所述滚轮包括多个滚轮(32),多个所述滚轮(32)沿所述翻转杆(31)的延伸方向间隔地设置。
6.根据权利要求1所述的成型鼓,其特征在于,所述成型鼓还包括:
7.根据权利要求1所述的成型鼓,其特征在于,所述翻转组件(30)和/或所述支撑组件(20)沿所述主轴组件(10)的径向方向可伸缩地设置。
8.根据权利要求7所述的成型鼓,其特征在于,所述成型鼓还包括:
9.根据权利要求8所述的成型鼓,其特征在于,所述成型鼓还包括:
10.根据权利要求1所述的成型鼓,其特征在于,所述翻转组件(30)和/或所述支撑组件(20)沿所述主轴组件(10)的轴向方向可移动地设置。
11.根据权利要求10所述的成型鼓,其特征在于,所述成型鼓还包括:
12.根据权利要求1所述的成型鼓,其特征在于,所述成型鼓还包括:
13.一种成型机,包括成型鼓和胎圈上料机构,其特征在于,所述成型鼓为权利要求1至12中任一项所述的成型机,其中,所述胎圈上料机构用于将胎圈放置在所述成型鼓的一侧,所述成型鼓的翻转组件(30)用于将三角胶翻转到所述胎圈上。
技术总结
本技术提供了一种成型鼓及成型机,成型鼓包括主轴组件、支撑组件和翻转组件,支撑组件环绕主轴组件设置,以用于支撑三角胶;翻转组件环绕主轴组件设置且能够相对主轴组件转动,以翻转三角胶。本技术的成型鼓解决了现有技术中的翻转鼓瓦表面沾料严重的技术问题。
技术研发人员:官炳政,赵军,韩义强,高新腾,陈亮,李建龙,张森,刘朋霞
受保护的技术使用者:软控股份有限公司
技术研发日:20230222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!