双色斜顶出模具的制作方法
本技术涉及模具领域,特别涉及双色斜顶出模具。
背景技术:
1、在模具领域,通常会使用斜顶机构将注塑好的产品顶出,目前普通的斜顶机构一般由斜顶本体、斜顶座、斜顶导向块组成。顶出时,顶出力作用在斜顶座上,斜顶座沿斜顶导向块向上移动,因为斜顶本体与斜顶座靠t型槽装配,斜顶本体的动作是边向上顶出边沿一个方向后退,达到产品上倒扣脱模和顶出的效果,但是普通斜顶机构零件多,加工累计误差大;整体占用空间大,斜顶较密集时容易相互干涉;与模架装配较麻烦。
技术实现思路
1、本实用新型解决的技术问题是提供一种占用空间小、适合小产品的双色斜顶出模具。
2、本实用新型解决其技术问题所采用的技术方案是:双色斜顶出模具,包括第一色模具和第二色模具;
3、所述第一色模具包括相互配合的第一母模组件和第一公模组件,所述第一母模组件包括第一母模板、与第一母模板连接的第一母模仁、位于第一母模板远离第一母模仁的顶板,所述第一公模组件包括第一公模板和与第一公模板连接的第一公模仁;
4、还包括斜顶杆,所述斜顶杆一端与顶板铰接,所述第一母模板和第一母模仁内部设置有第一通槽和第二通槽,所述第二通槽内设置有凸起台阶,所述斜顶杆另一端穿过第一母模板和第一母模仁,使得第一母模仁、第一公模仁和斜顶杆共同构成第一色型腔,所述斜顶杆由顶板至第一母模仁一端依次包括直线段、第一斜段和第二斜段,所述第二斜段的斜度大于第一斜段的斜度,当合模时,第二斜段与凸起台阶端点接触,当斜顶杆顶出时,第一斜段与凸起台阶端点接触,顶板还包括驱动顶板做升降运动的顶板驱动机构,所述第一母模组件上设置有与第一色型腔连通的第一注塑流道;
5、所述第二色模具包括相互配合的第二母模组件和第二公模组件,所述第二母模组件包括第二母模板和与第二母模板连接的第二母模仁,所述第二公模组件包括第二公模板和与第二公模板连接的第二公模仁,当第二母模仁和第二公模仁或第一公模仁合模时,第二母模仁与第一色型腔生产的第一色产品构成第二色型腔,所述第二母模组件上设置有与第二色型腔连通的第二注塑流道。
6、进一步的是:所述第二斜段的斜度=第一斜段的斜度+0.5~2°。
7、进一步的是:所述第一母模组件还包括位于第一母模板上方的第一热流板,所述第一母模板和第一热流板通过导向柱滑动连接,所述第一母模板一侧设置有第一导向块,所述第一导向块内设置有第一导向孔和第二导向孔,所述第一公模板上设置有与第一导向孔配合的第一插块,所述第一插块的顶端设置有第一斜面,所述第一热流板上设置有与第二导向孔配合的第二插块。
8、进一步的是:所述第二母模组件还包括位于第二母模板上方的第二热流板,所述第二母模板和第二热流板通过导向柱滑动连接,所述第二母模板一侧设置有第二导向块,所述第二导向块内设置有第三导向孔和第四导向孔,所述第二公模板上设置有与第三导向孔配合的第二插块,所述第二插块的顶端设置有第二斜面,所述第二热流板上设置有与第四导向孔配合的第四插块。
9、本实用新型的有益效果本结构中的斜顶杆结构结构简单,占用空间小,适合产品小且需要斜顶多的产品,同时本结构中导向块和插块的配合设置可实现合模时,上模板和下模板的准确合模。
技术特征:
1.双色斜顶出模具,其特征在于:包括第一色模具和第二色模具;
2.如权利要求1所述的双色斜顶出模具,其特征在于:所述第二斜段(11)的斜度=第一斜段(10)的斜度+0.5~2°。
3.如权利要求1所述的双色斜顶出模具,其特征在于:所述顶板(5)驱动机构为固定在第一母模板(3)上的气缸,所述气缸的输出轴与顶板(5)固定连接。
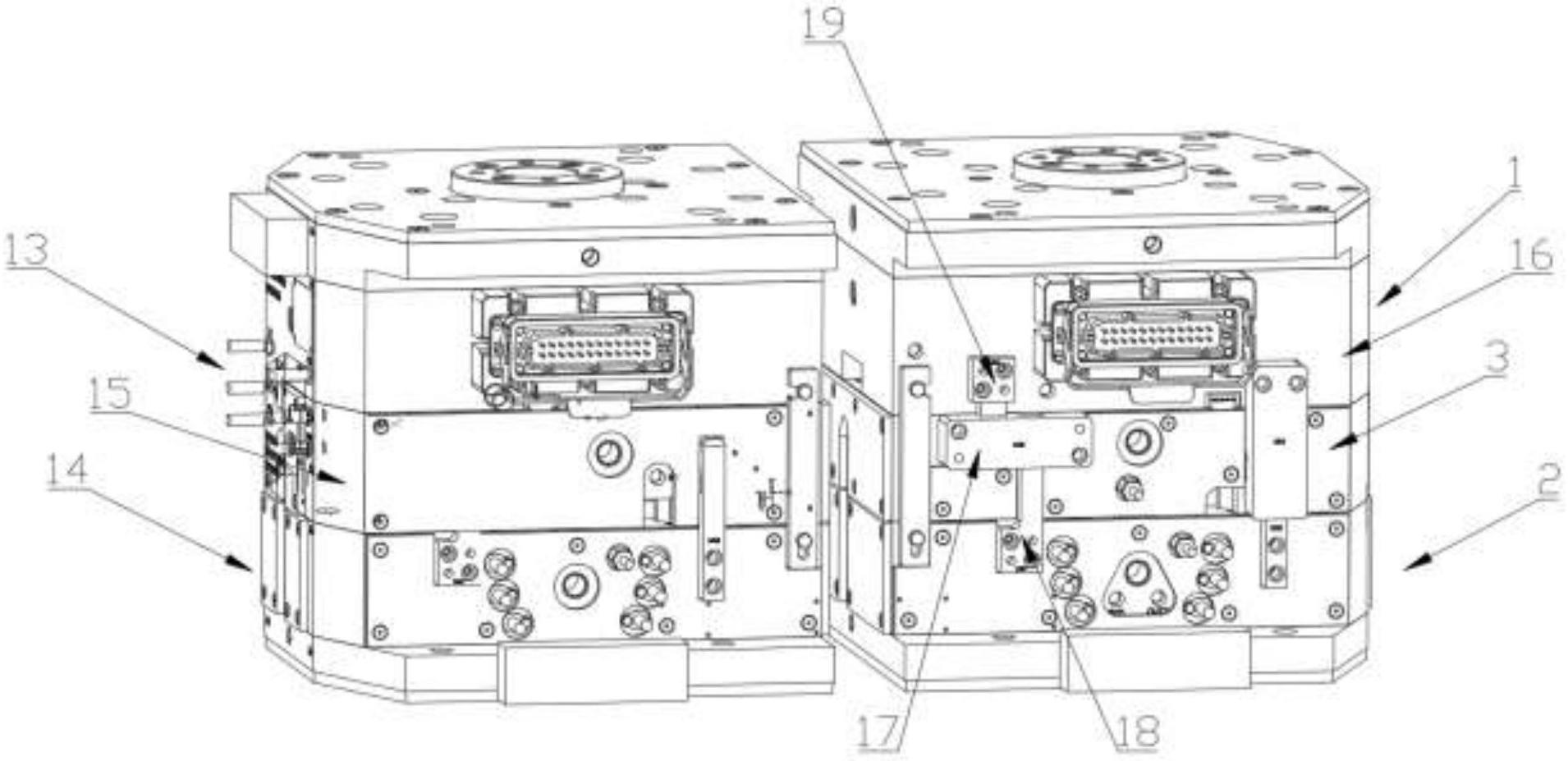
4.如权利要求1所述的双色斜顶出模具,其特征在于:所述第一母模组件(1)还包括位于第一母模板(3)上方的第一热流板(16),所述第一母模板(3)和第一热流板(16)通过导向柱滑动连接,所述第一母模板(3)一侧设置有第一导向块(17),所述第一导向块(17)内设置有第一导向孔(21)和第二导向孔(22),所述第一公模板上设置有与第一导向孔(21)配合的第一插块(18),所述第一插块(18)的顶端设置有第一斜面(20),所述第一热流板(16)上设置有与第二导向孔(22)配合的第二插块(19)。
5.如权利要求1所述的双色斜顶出模具,其特征在于:所述第二母模组件(13)还包括位于第二母模板(15)上方的第二热流板,所述第二母模板(15)和第二热流板通过导向柱滑动连接,所述第二母模板(15)一侧设置有第二导向块,所述第二导向块内设置有第三导向孔和第四导向孔,所述第二公模板上设置有与第三导向孔配合的第二插块(19),所述第二插块(19)的顶端设置有第二斜面,所述第二热流板上设置有与第四导向孔配合的第四插块。
技术总结
本技术公开了双色斜顶出模具,包括第一色模具和第二色模具;所述第一色模具包括相互配合的第一母模组件和第一公模组件,所述第一母模组件包括第一母模板、与第一母模板连接的第一母模仁、位于第一母模板远离第一母模仁的顶板,所述第一公模组件包括第一公模板和与第一公模板连接的第一公模仁;还包括斜顶杆,所述斜顶杆一端与顶板铰接,所述斜顶杆另一端穿过第一母模板和第一母模仁,使得第一母模仁、第一公模仁和斜顶杆共同构成第一色型腔,所述斜顶杆由顶板至第一母模仁一端依次包括直线段、第一斜段和第二斜段,所述第二斜段的斜度大于第一斜段的斜度,本结构中的斜顶杆结构结构简单,占用空间小,适合产品小且需要斜顶多的产品。
技术研发人员:宋海超,金丹,姚康康
受保护的技术使用者:丰武光电(苏州)有限公司
技术研发日:20230228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!