大型电动车覆盖件模具多点顺序阀进浇机构的制作方法
本技术属于电动车覆盖件模具,涉及大型电动车覆盖件模具多点顺序阀进浇机构。
背景技术:
1、采用注塑模具生产塑料产品,例如电动车覆盖件等,根据产品外形和特征分析,要求产品表面光滑无痕,因此,在注塑时,大多采用进浇结构进行注塑成型。
2、专利号为cn202122214512.6涉及一种电动车前围模具多点顺序阀进浇机构。本实用新型,包括前围下模和前围上模,所述的前围下模上设有成型凸部,所述的前围上模内设有成型凹部,所述的成型凸部与成型凹部的位置相对应且形状相配适,所述的前围上模上方设有注塑板。本实用新型通过设置多点顺序进浇组件,在注塑时,通过多点顺序进浇组件将熔融物料按顺序依次送入至型腔内,采用多点进浇结构,可使得熔融物料同步注入至型腔成型面上,注塑精度和均一性较好,熔融物料填充均衡,塑件的厚薄较为一致,塑件质量较好,完成注塑后开模,通过塑件顶出件将成型后的塑件进行顶出,顶出效果较好。
3、上述的进浇机构缺点在于,进浇机构不可拆卸,在进胶浇注后内部会残留部分胶液,影响后续胶液的流动,为此,我们设计一种大型电动车覆盖件模具多点顺序阀进浇机构。
技术实现思路
1、本实用新型的目的在于提供大型电动车覆盖件模具多点顺序阀进浇机构,以解决上述背景技术中提出的问题。
2、本实用新型的目的可通过下列技术方案来实现:大型电动车覆盖件模具多点顺序阀进浇机构,包括上模具座板、上模具座、下模具座和模具底座,所述上模具座板、上模具座、下模具座和模具底座依次装配连接,所述下模具座的内部安装有注胶成型模部,所述上模具座板顶端的多个进胶浇口处均与设有的进胶流动槽固定连接,所述进胶流动槽的一端固定连接有再加热导向座,所述再加热导向座的顶端通过胶液过滤结构安装有进胶管路,所述进胶流动槽的内部滑动安装有进胶活塞,所述进胶流动槽内腔的底部依次均开设有第一进胶孔位、第二进胶孔位和第三进胶孔位,所述进胶流动槽内腔的一侧固定安装有复位弹簧,所述进胶流动槽的顶端贴合密封连接有槽盖板,所述槽盖板底端的两侧均安装有密封长带。
3、在上述的大型电动车覆盖件模具多点顺序阀进浇机构中,所述胶液过滤结构包括设置在再加热导向座顶端的柱形筒,所述柱形筒的内部安装有柱形滤胶芯。
4、在上述的大型电动车覆盖件模具多点顺序阀进浇机构中,所述槽盖板底端的中部开设有滑动连接槽,所述滑动连接槽的内部滑动连接有引导滑块,所述引导滑块与进胶活塞固定连接。
5、在上述的大型电动车覆盖件模具多点顺序阀进浇机构中,所述槽盖板顶端的两侧均卡接安装有限位卡座,两个所述限位卡座的底端固定连接有延伸连接部。
6、在上述的大型电动车覆盖件模具多点顺序阀进浇机构中,所述进胶流动槽和槽盖板的装配间隙小于0.05毫米。
7、在上述的大型电动车覆盖件模具多点顺序阀进浇机构中,所述下模具座正面的凹槽和背面的凹槽处均安装有一组直顶杆,两组所述直顶杆均与上模具座连接。
8、与现有技术相比,本实用新型大型电动车覆盖件模具多点顺序阀进浇机构的优点为:通过设置进胶流动槽,利用槽盖板进行密封连接,通过进胶活塞滑动的方式实现顺序进胶,且通过限位卡座和延伸连接部进行限位,同时也保证了有序的拆卸,可打开槽盖板对进胶流动槽的内部进行清理,保证后续的浇注质量;通过设置再加热导向座、柱形筒和柱形滤胶芯,能够对胶液进行过滤以及加热,使得胶液内部的流动性增加以及降低胶液中的固态和消除气体间隙,保证注塑质量。
技术特征:
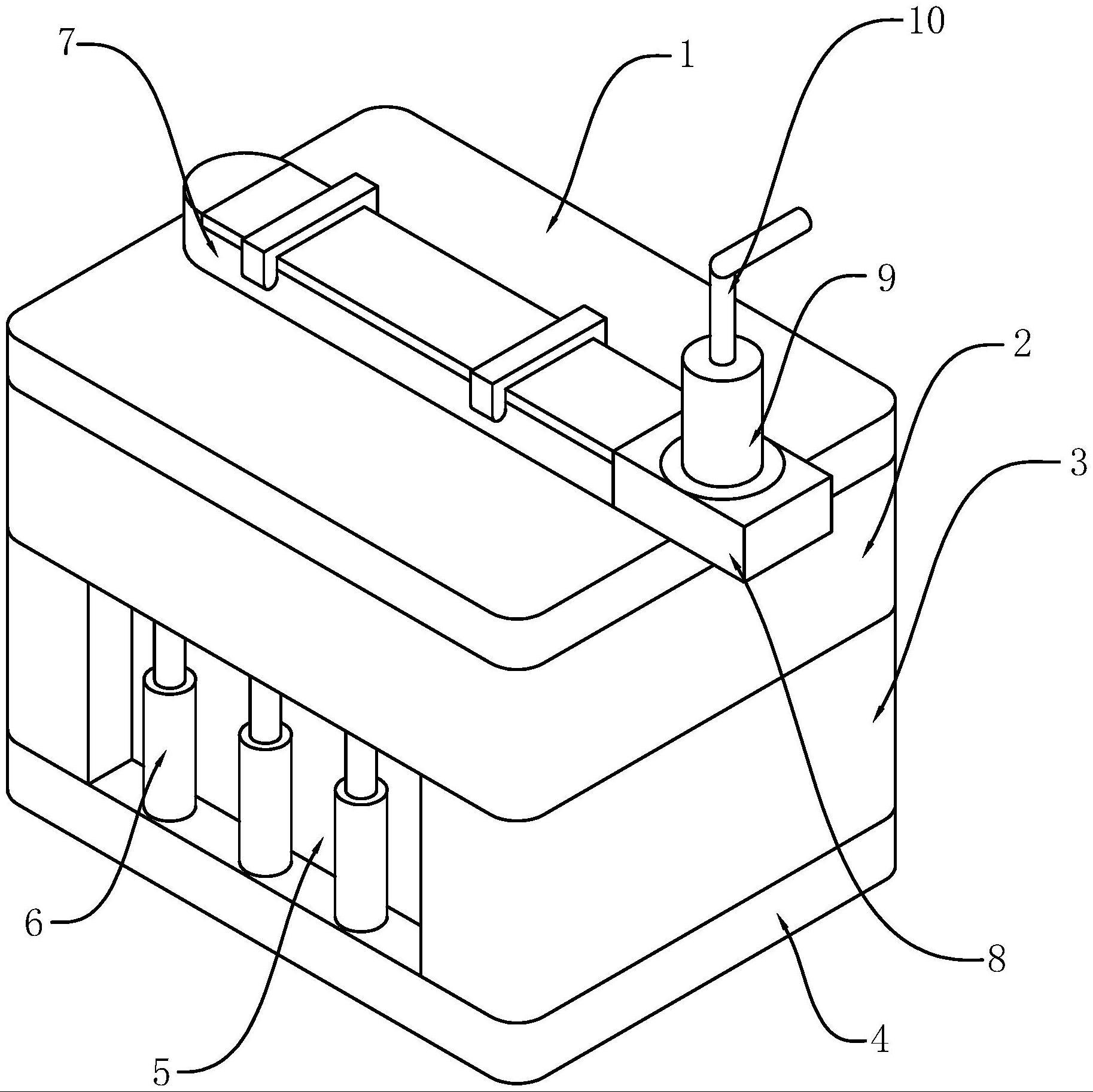
1.大型电动车覆盖件模具多点顺序阀进浇机构,包括上模具座板(1)、上模具座(2)、下模具座(3)和模具底座(4),其特征在于,所述上模具座板(1)、上模具座(2)、下模具座(3)和模具底座(4)依次装配连接,所述下模具座(3)的内部安装有注胶成型模部(5),所述上模具座板(1)顶端的多个进胶浇口处均与设有的进胶流动槽(7)固定连接,所述进胶流动槽(7)的一端固定连接有再加热导向座(8),所述再加热导向座(8)的顶端通过胶液过滤结构安装有进胶管路(10),所述进胶流动槽(7)的内部滑动安装有进胶活塞(15),所述进胶流动槽(7)内腔的底部依次均开设有第一进胶孔位(16)、第二进胶孔位(17)和第三进胶孔位(18),所述进胶流动槽(7)内腔的一侧固定安装有复位弹簧(19),所述进胶流动槽(7)的顶端贴合密封连接有槽盖板(11),所述槽盖板(11)底端的两侧均安装有密封长带(12)。
2.根据权利要求1所述的大型电动车覆盖件模具多点顺序阀进浇机构,其特征在于,所述胶液过滤结构包括设置在再加热导向座(8)顶端的柱形筒(9),所述柱形筒(9)的内部安装有柱形滤胶芯(20)。
3.根据权利要求1所述的大型电动车覆盖件模具多点顺序阀进浇机构,其特征在于,所述槽盖板(11)底端的中部开设有滑动连接槽(13),所述滑动连接槽(13)的内部滑动连接有引导滑块(14),所述引导滑块(14)与进胶活塞(15)固定连接。
4.根据权利要求1所述的大型电动车覆盖件模具多点顺序阀进浇机构,其特征在于,所述槽盖板(11)顶端的两侧均卡接安装有限位卡座(21),两个所述限位卡座(21)的底端固定连接有延伸连接部(22)。
5.根据权利要求1所述的大型电动车覆盖件模具多点顺序阀进浇机构,其特征在于,所述进胶流动槽(7)和槽盖板(11)的装配间隙小于0.05毫米。
6.根据权利要求1所述的大型电动车覆盖件模具多点顺序阀进浇机构,其特征在于,所述下模具座(3)正面的凹槽和背面的凹槽处均安装有一组直顶杆(6),两组所述直顶杆(6)均与上模具座(2)连接。
技术总结
本技术提供了大型电动车覆盖件模具多点顺序阀进浇机构,包括上模具座板、上模具座、下模具座和模具底座,上模具座板顶端的多个进胶浇口处均与设有的进胶流动槽固定连接,进胶流动槽的一端固定连接有再加热导向座,进胶流动槽的内部滑动安装有进胶活塞,进胶流动槽内腔的底部依次均开设有第一进胶孔位、第二进胶孔位和第三进胶孔位,进胶流动槽内腔的一侧固定安装有复位弹簧,进胶流动槽的顶端贴合密封连接有槽盖板,本技术通过设置进胶流动槽,利用槽盖板进行密封连接,通过进胶活塞滑动的方式实现顺序进胶,且通过限位卡座和延伸连接部进行限位,同时也保证了有序的拆卸,可打开槽盖板对进胶流动槽的内部进行清理,保证后续的浇注质量。
技术研发人员:张增杰
受保护的技术使用者:浙江老百姓车业股份有限公司
技术研发日:20230224
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!