普通行位驱动圆弧抽芯注塑模具的制作方法
本技术涉及注塑模具,具体为一种普通行位驱动圆弧抽芯注塑模具。
背景技术:
1、注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。由于注塑件表面有圆弧形的扣位,需要在模具中设计圆弧抽芯的运动结构来实现对该注塑件的成型并顺利出模。
2、现有注塑模具圆弧抽芯结构是通过油缸实现伸缩的,由圆弧抽芯机构伸出使注塑件形成圆弧形扣位,再进行合模操作;出料时通过圆弧抽芯机构缩回,然后进行后续的拆模操作。这种方式在拆合模时需要两道工序,圆弧抽芯机构的伸缩不能与拆合模同步,导致注塑模具的结构复杂,不便于注塑模具的快速成型出模。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种普通行位驱动圆弧抽芯注塑模具,具备圆弧抽芯机构与拆合模同步、结构简单和操作方便等优点,解决了现有的注塑模具在拆合模时需要两道工序,圆弧抽芯机构的伸缩不能与拆合模同步,导致注塑模具的结构复杂,不便于注塑模具快速成型出模的问题。
3、(二)技术方案
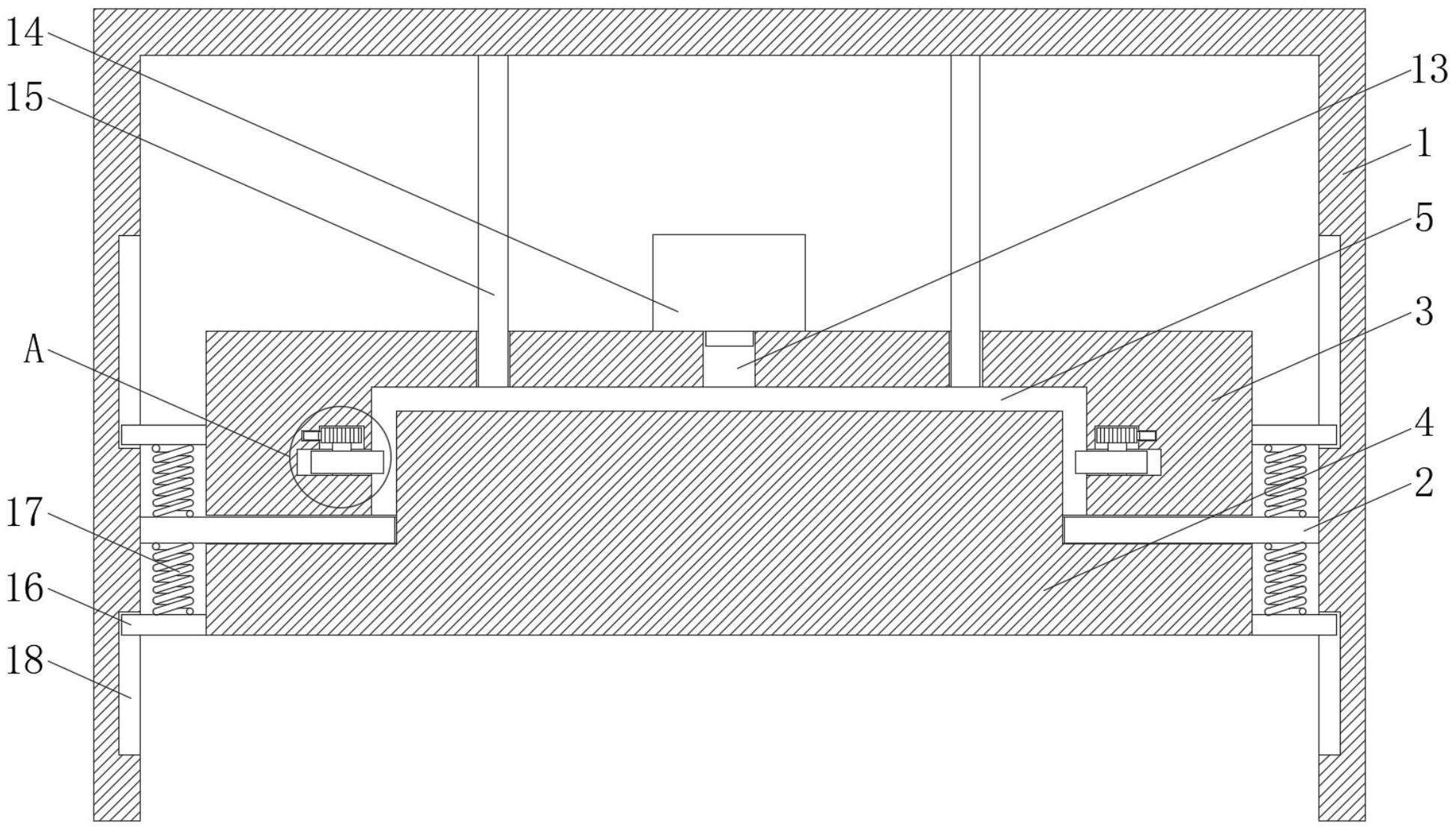
4、为实现上述目的,本实用新型提供如下技术方案:一种普通行位驱动圆弧抽芯注塑模具,包括u形架,所述u形架左右两侧的内壁固定安装有承载框,所述承载框的顶部活动连接有上模板,所述承载框的底部活动插接有下模板,所述上模板的底部开设有模腔,所述下模板的顶端与模腔的内部活动插接,所述模腔左右两侧的内壁均开设有安装槽,两个所述安装槽的内部均转动连接有抽芯块,两个所述抽芯块的顶部均固定设置有圆形齿块,所述上模板正面的左侧和背面的右侧均活动连接有封板,两个所述封板的另一侧均固定设置有齿条和卡块,两个所述齿条相对的一侧分别与两个圆形齿块的侧表面啮合,所述下模板正面的左侧和背面的右侧均开设有插槽,两个所述卡块分别与两个插槽的内部活动插接,两个所述封板远离上模板的一侧均设置有把手。
5、优选的,所述上模板顶部的中心处开设有注塑孔,所述注塑孔与模腔的内顶壁连通,所述上模板的顶部固定安装有注塑机,所述注塑机的输出端与注塑孔的内部连通,合模后注塑机向注塑孔注入熔胶,使型腔内制品成型。
6、优选的,所述上模板的顶部开设有四个通孔,四个所述通孔与模腔的内顶壁连通,所述u形架的内顶壁固定设置有四个顶杆,四个所述顶杆的底端分别与四个通孔的内部活动插接,当上模板和下模板相背运动时,四个顶杆的底端可对型腔内的胶制品进行限位,防止上模板携带内部的胶制品一起上移,便于注塑模具的下料操作。
7、优选的,所述上模板和下模板的左右两侧均固定设置有固定块,两个所述固定块相对的一侧均固定连接有弹簧,两个所述弹簧的另一端分别与承载框的顶部和底部固定连接,当上模板和下模板之间的封板抽出时,通过两侧弹簧的弹力作用,使上模板和下模板相背移动,便于上下模板的拆分。
8、优选的,所述u形架的内侧壁开设有滑轨,所述固定块与滑轨的内部滑动连接,通过固定块在滑轨内上下滑动,使上下模板的合模与拆模竖直稳定。
9、与现有技术相比,本实用新型提供了一种普通行位驱动圆弧抽芯注塑模具,具备以下有益效果:
10、1、该普通行位驱动圆弧抽芯注塑模具,通过设置圆形齿块、封板、齿条和卡块,先将上模板和下模板相对移动,然后将两个封板相对移动,使两个齿条分别带动两个圆形齿块转动,使两个抽芯块圆弧一侧旋转至型腔两侧内壁处,通过两个封板内侧的卡块分别接入下模板前后侧的插槽中,使上模板和下模板组合固定,抽芯块的运动和合模操作同步,便于注塑模具的快速成型。
11、2、该普通行位驱动圆弧抽芯注塑模具,通过设置承载框、顶杆、固定块、弹簧和滑轨,抽动上模板前后侧的封板使两个齿条分别带动两个圆形齿块转动,使抽芯块圆弧一侧从型腔两侧内壁旋出,同时两个封板内侧的卡块分别从下模板前后侧的插槽中移出,通过弹簧的弹力作用,使上模板和下模板拆分,抽芯块的运动和拆模操作同步,便于注塑模具的快速脱模。
技术特征:
1.一种普通行位驱动圆弧抽芯注塑模具,包括u形架(1),其特征在于:所述u形架(1)左右两侧的内壁固定安装有承载框(2),所述承载框(2)的顶部活动连接有上模板(3),所述承载框(2)的底部活动插接有下模板(4),所述上模板(3)的底部开设有模腔(5),所述下模板(4)的顶端与模腔(5)的内部活动插接,所述模腔(5)左右两侧的内壁均开设有安装槽(6),两个所述安装槽(6)的内部均转动连接有抽芯块(7),两个所述抽芯块(7)的顶部均固定设置有圆形齿块(8),所述上模板(3)正面的左侧和背面的右侧均活动连接有封板(9),两个所述封板(9)的另一侧均固定设置有齿条(10)和卡块(11),两个所述齿条(10)相对的一侧分别与两个圆形齿块(8)的侧表面啮合,所述下模板(4)正面的左侧和背面的右侧均开设有插槽(12),两个所述卡块(11)分别与两个插槽(12)的内部活动插接,两个所述封板(9)远离上模板(3)的一侧均设置有把手(19)。
2.根据权利要求1所述的普通行位驱动圆弧抽芯注塑模具,其特征在于:所述上模板(3)顶部的中心处开设有注塑孔(13),所述注塑孔(13)与模腔(5)的内顶壁连通,所述上模板(3)的顶部固定安装有注塑机(14),所述注塑机(14)的输出端与注塑孔(13)的内部连通。
3.根据权利要求1所述的普通行位驱动圆弧抽芯注塑模具,其特征在于:所述上模板(3)的顶部开设有四个通孔,四个所述通孔与模腔(5)的内顶壁连通,所述u形架(1)的内顶壁固定设置有四个顶杆(15),四个所述顶杆(15)的底端分别与四个通孔的内部活动插接。
4.根据权利要求1所述的普通行位驱动圆弧抽芯注塑模具,其特征在于:所述上模板(3)和下模板(4)的左右两侧均固定设置有固定块(16),两个所述固定块(16)相对的一侧均固定连接有弹簧(17),两个所述弹簧(17)的另一端分别与承载框(2)的顶部和底部固定连接。
5.根据权利要求4所述的普通行位驱动圆弧抽芯注塑模具,其特征在于:所述u形架(1)的内侧壁开设有滑轨(18),所述固定块(16)与滑轨(18)的内部滑动连接。
技术总结
本技术涉及注塑模具技术领域,且公开了一种普通行位驱动圆弧抽芯注塑模具,包括U形架,所述U形架左右两侧的内壁固定安装有承载框,所述承载框的顶部活动连接有上模板,所述承载框的底部活动插接有下模板,所述上模板的底部开设有模腔,所述下模板的顶端与模腔的内部活动插接。该普通行位驱动圆弧抽芯注塑模具,通过设置圆形齿块、封板、齿条和卡块,先将上模板和下模板相对移动,然后将两个封板相对移动,使两个齿条分别带动两个圆形齿块转动,使两个抽芯块圆弧一侧旋转至型腔两侧内壁处,通过两个封板内侧的卡块分别接入下模板前后侧的插槽中,使上模板和下模板组合固定,抽芯块的运动和合模操作同步,便于注塑模具的快速成型。
技术研发人员:林长春,张良崇
受保护的技术使用者:深圳市泰兴源科技有限公司
技术研发日:20230304
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!