梳体的注塑模具的制作方法
本技术涉及注塑模具,尤其涉及一种梳体的注塑模具。
背景技术:
1、梳体为具有底切部的成型品,其中成型品的底切部即为在与脱模方向如y方向于水平交叉的x方向突出,所形成的凹形结构。加工如说明书附图1中的梳体结构1a,其为长方体的方型结构,包括有中央底切部a1和四个边角底切部a2,因为有四个边角底切部a2的关系,如果其仅通过一级的顶出动作将成型品从成型用具取下,底切的脱出方向上滑动的成型块会与突出的部位发生碰撞,无法通过一次的顶出操作顺利地从成型用模具中取出成型品,如何容易地对具有四个底切部的梳体进行脱模,则是需要作进一步的设计。
技术实现思路
1、本实用新型所要解决的技术问题是针对上述现有技术现状而提供一种能够稳定地进行底切部脱模动作的梳体注塑模具,尤其适用于长方体且具有四个底切部的梳体。
2、本实用新型解决上述技术问题所采用的技术方案为:该梳体的注塑模具,包括有模具,所述模具包括有使成型品a的外表面成型的定模以及使成型品的内表面成型并位于定模下方的动模,在定模和动模合模的状态下,能通过注射熔融材料来进行成型品a的成型;
3、其特征在于:在所述动模上安装有底切处理机构,所述底切处理机构包括有:
4、中央成型芯,设置有至少两个,具有中央成型面,在成型品a成型时使中央底切部a1成型,中央底切部a1是从成型品a的中央向成型品a的内侧突出的突出部,且相对于成型品a的脱模方向交叉;
5、边角成型芯,与所述中央底切部a1成型的中央成型芯邻接,具有边角成型面,并使成型品a成型时使边角底切部a2成型,边角底切部a2与中央底切部a1相邻设置并共同围成呈方框型的底切部;
6、滑动件,设置在各个中央成型芯和边角成型芯围绕的中央,各个中央成型芯和边角成型芯分别与滑动件具备有相互卡合的第一卡合单元和第二卡合单元;
7、托板,位于所述滑动件之下,用于承托所述滑动件,所述动模能相对该托板上移;
8、各个中央成型芯的倾斜面所在的斜线与所述滑动件的轴线之间形成有α,并且28°≤α≤30°,而各个边角成型芯的倾斜面所在的斜线与所述滑动件的轴线之间形成有β,并且36°≤β≤40°;
9、在伴随开模状态下,所述定模相对所述动模上移,并在定模相对动模上移至限定位置时,所述定模停止上移而所述动模联动地被向上顶出特定距离,以使各个所述边角成型芯较中央成型芯相对滑动件更向内缩地滑动以从边角底切部a2中分离。
10、为了使各个中央成型芯和边角成型芯相对滑动件滑动以互相在径向向内外交错的方式移动,从实现简单的角度来看,优选地,所述第一卡合单元为设置在所述滑动件的燕尾槽以及设置在各个中央成型芯内侧并能卡入该燕尾槽并发生滑动的第一滑轨,所述第二卡合单元为设置在所述滑动件的t型槽以及设置在各个边角成型芯内侧并能卡入该t型槽并发生滑动的第二滑轨,所述t型槽的深度d1大于所述燕尾槽的深度d2,也使各个所述边角成型芯相对滑动件更向内缩地滑动,从而从边角底切部a2中分离。
11、进一步地,所述滑动件包括有上滑动块和下滑动块,所述上滑动块相对下滑动块相对各个成型芯更向外凸出,在自然状态下,各个所述中央成型芯的第一滑轨和各个所述边角成型芯与所述上滑动块之间分别留有不同的滑移距离,以使各个所述边角成型芯和各个中央成型芯以相对地互相反向地上下交错的方式移动。
12、为了进一步地将各个中央成型芯以从中央底切部分离并远离成型品的方式移动,优选地,在所述定模停止上移而所述动模联动地被向上顶出特定距离时,各个所述中央成型芯与滑动件以及托板一起继续向远离成型品的方向的下移,该下移动作的发生点在于各个中央成型芯的第一滑轨与所述上滑动块中外凸出的位置相抵并从中央底切部a1中分离,此时,各个所述边角成型芯相对滑动件向上并更向内缩地滑动继而更晚地从边角底切部a2中分离。当伴随着开模,滑动件的上滑动块和下滑动块相对地一起向下移,各个中央成型芯则朝从中央底切部a1分离的分离方向移动,为了限制各个中央成型芯的移动距离,当各个中央成型芯移动至上滑动块中外凸出的位置并与之相抵时,此时各个中央成型芯已经完全与中央底切部a1分离,而各个边角成型芯相对滑动件更向内缩地滑动,从而从边角底切部a2中分离。
13、为了实现各个边角成型芯更晚地从边角底切部a2中分离,优选地,各个所述中央成型芯的第一滑轨与所述上滑动块之间留有的滑移距离l1小于各个所述边角成型芯与所述上滑动块之间留有的滑移距离l2。
14、进一步地,各个所述中央成型芯的底部设置有弹性件,所述弹性件使得所述中央成型芯始终具有回复至与所述上滑动块的上端齐平的趋势。
15、从安装方便的角度考虑,优选地,所述弹性件为压缩弹簧,其一端连接在所述托板上,而另一端则连接在各个所述中央成型芯的底部,对应地,各个所述中央成型芯的底部具有供弹性件的另一端连接的底腔。
16、最后,为了实现成型品的顶开,优选地,所述滑动件上设置有供顶针穿过的顶针孔,所述顶针用于顶开成型品。通过顶针的配合将成型品a顶开。
17、进一步地,所述中央成型芯和边角成型芯的数量分别为四个。
18、与现有技术相比,本实用新型的优点在于:在传统的模具的定模和动模之间设置有底切处理机构,该底切处理机构具有中央成型芯和边角成型芯,中央成型芯和边角成型芯分别使成型品a成型时使中央底切部a1成型和边角底切部a2成型,另一为与动模联动,在动模移动时顶出成型品a时,各个中央成型芯和边角成型芯相对滑动件滑动以互相反向地上下且内外交错的方式移动,并从中央底切部a1和边角底切部a2分离,从而能够使成型品a从模具中脱模。
技术特征:
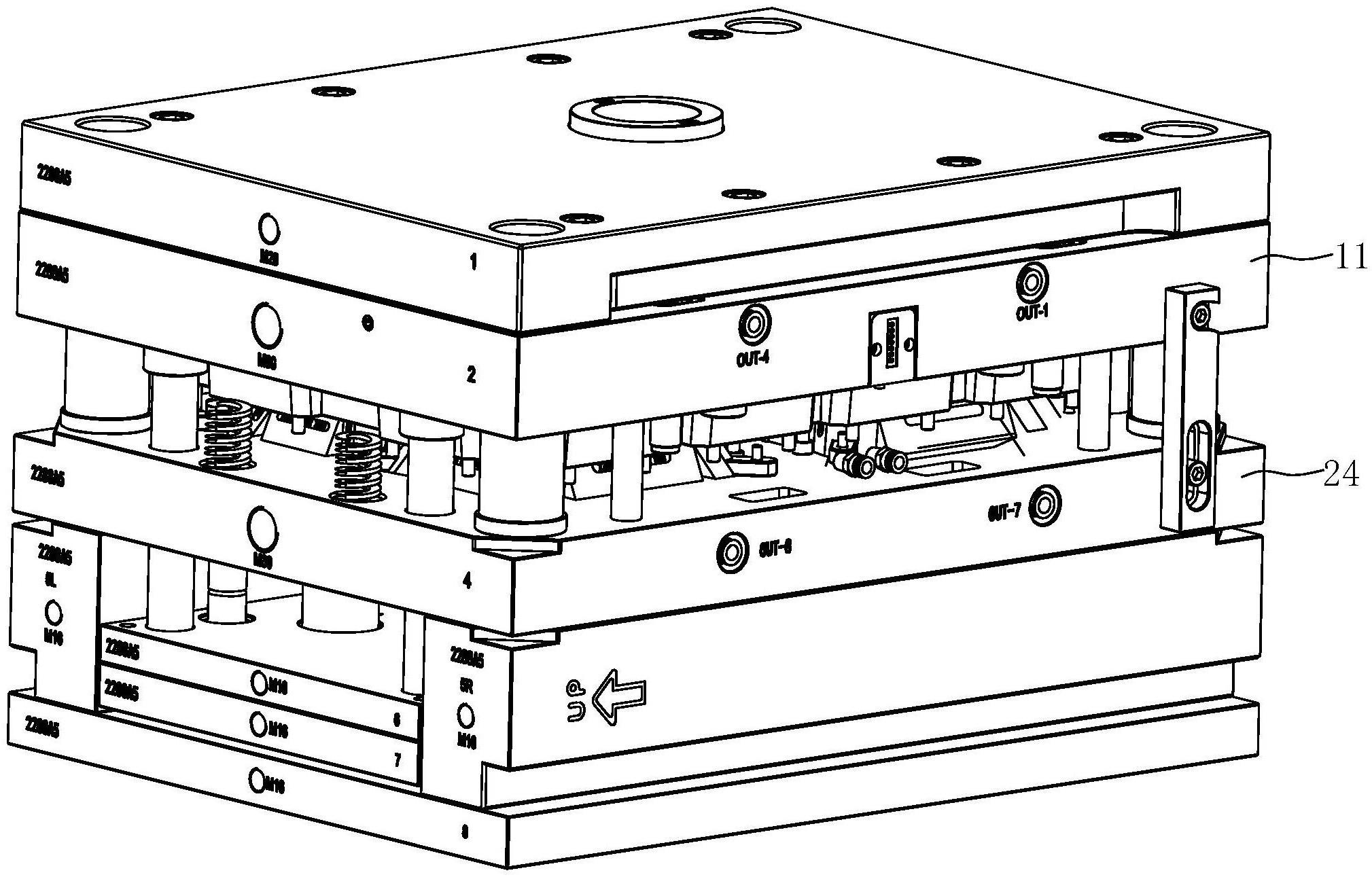
1.一种梳体的注塑模具,包括有模具(1),所述模具(1)包括有使成型品(a)的外表面成型的定模(11)以及使成型品的内表面成型并位于定模(11)下方的动模(12),在定模(11)和动模(12)合模的状态下,能通过注射熔融材料来进行成型品(a)的成型;
2.根据权利要求1所述的梳体的注塑模具,其特征在于:所述第一卡合单元为设置在所述滑动件(23)的燕尾槽(3)以及设置在各个中央成型芯(21)内侧并能卡入该燕尾槽(3)并发生滑动的第一滑轨(4),所述第二卡合单元为设置在所述滑动件(23)的t型槽(5)以及设置在各个边角成型芯(22)内侧并能卡入该t型槽(5)并发生滑动的第二滑轨(6),所述t型槽(5)的深度d1大于所述燕尾槽(3)的深度d2。
3.根据权利要求2所述的梳体的注塑模具,其特征在于:所述滑动件(23)包括有上滑动块(231)和下滑动块(232),所述上滑动块(231)相对下滑动块(232)相对各个成型芯更向外凸出,在自然状态下,各个所述中央成型芯(21)的第一滑轨(4)和各个所述边角成型芯(22)与所述上滑动块(231)之间分别留有不同的滑移距离,以使各个所述边角成型芯(22)和各个中央成型芯(21)以相对地互相反向地上下交错的方式移动。
4.根据权利要求3所述的梳体的注塑模具,其特征在于:各个所述中央成型芯(21)的第一滑轨(4)与所述上滑动块(231)之间留有的滑移距离l1小于各个所述边角成型芯(22)与所述上滑动块(231)之间留有的滑移距离l2。
5.根据权利要求4所述的梳体的注塑模具,其特征在于:各个所述中央成型芯(21)的底部设置有弹性件(7),所述弹性件(7)使得所述中央成型芯(21)始终具有回复至与所述上滑动块(231)的上端齐平的趋势。
6.根据权利要求5所述的梳体的注塑模具,其特征在于:所述弹性件(7)为压缩弹簧,其一端连接在所述托板(24)上,而另一端则连接在各个所述中央成型芯(21)的底部,对应地,各个所述中央成型芯(21)的底部具有供弹性件(7)的另一端连接的底腔(210)。
7.根据权利要求1~6任意一项所述的梳体的注塑模具,其特征在于:所述滑动件(23)上设置有供顶针穿过的顶针孔(8),所述顶针用于顶开成型品。
8.根据权利要求7所述的梳体的注塑模具,其特征在于:所述中央成型芯(21)和边角成型芯(22)的数量分别为四个。
技术总结
本技术涉及一种梳体的注塑模具,包括有模具,所述模具包括有定模以及动模,其特征在于:在动模上安装有底切处理机构,包括有分别设置有至少两个的中央成型芯和边角成型芯,与现有技术相比,本技术的优点在于:在传统的模具的定模和动模之间设置有底切处理机构,该底切处理机构具有中央成型芯和边角成型芯,中央成型芯和边角成型芯分别使成型品A成型时使中央底切部A1成型和边角底切部A2成型,另一为与动模联动,在动模移动时顶出成型品A时,各个中央成型芯和边角成型芯相对滑动件滑动以互相反向地上下交错的方式移动,并从中央底切部A1和边角底切部A2分离,从而能够使成型品A从模具中脱模。
技术研发人员:陈奇伟,相琼颖
受保护的技术使用者:宁波宇鸿正信智能科技有限公司
技术研发日:20230302
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!