一种排气结构及具有排气结构的模具的制作方法
本技术涉及注塑模具的,更具体地说,涉及一种排气结构及具有排气结构的模具。
背景技术:
1、注射成型中,根据成形条件或树脂成形品的形状制成相应的模具型腔,然后在型腔中注入熔融材料进行成型,但是在此有时会产生各种成形凹陷。熔接痕即为其中一种,熔接痕是指两股熔融物料相接触时形成的形态结构和力学性能完全不同于其他部分的三维区域;注塑件中常见的熔接痕一般是采用两个或两个以上浇口时,从不同浇口进入型腔的熔体前锋相遇处因内部气体无法及时排出而形成,熔接痕处的结合度较低,且塑形强度很弱,若此处受较大外力时,会产生裂痕,从而使得产品受损。
技术实现思路
1、本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种能够改善熔接痕的排气结构及具有排气结构的模具。
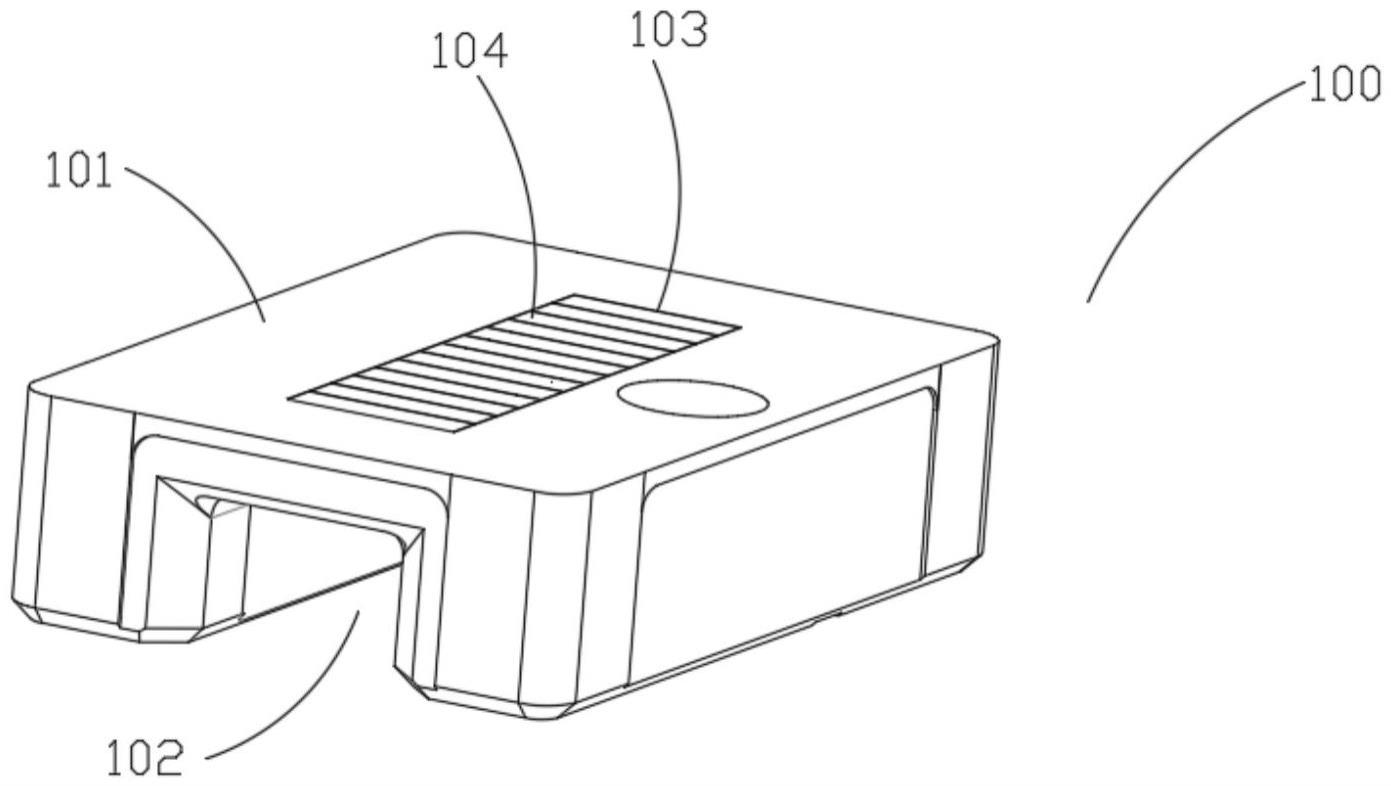
2、本实用新型解决其技术问题所采用的技术方案是:一种排气结构,其中,包括镶件;所述镶件的上表面为注塑产品的胶位面;熔接痕形成于所述胶位面上;所述镶件的底部还成型有向内凹陷的型腔;所述胶位面上设有与所述型腔贯通连接的第一安装槽;所述第一安装槽内固定安装有多个并排设置的排气片;所述排气片的一侧表面设有与所述第一安装槽贯通连接的排气通槽,用于引导所述胶位面上的气体从所述镶件的底部向外排出;所述排气通槽包括由上到下依次设置的第一凹槽和第二凹槽;所述第一凹槽与所述第二凹槽相连通;所述第一凹槽的宽度小于所述第二凹槽的宽度,且所述第一凹槽的深度小于所述第二凹槽的深度;
3、本实用新型所述的排气结构,其中,所述第一安装槽沿所述熔接痕的长度方向延伸,且所述第一安装槽的长度大于所述熔接痕的长度;
4、本实用新型所述的排气结构,其中,所述排气片的一端或两端均设有向外延伸的连接部;所述镶件内设有防止多个所述排气片从所述第一安装槽内脱离的限位条;装配到位时;所述限位条与所述连接部卡合连接;
5、本实用新型所述的排气结构,其中,所述第一凹槽的深度为0.03~0.04mm;所述第二凹槽的深度为0.5±0.02mm;
6、本实用新型还公开一种具有排气结构的模具,包括模仁本体,其中,所述模仁本体的上表面为注塑产品的注塑面;所述注塑面位于熔接痕处设有第二安装槽;所述第二安装槽内固定安装有如上述所述的排气结构;所述注塑面位于所述排气结构的两侧对称设有至少一个进胶位;
7、本实用新型所述的模具,其中,所述第二安装槽沿所述熔接痕的长度方向设置;
8、本实用新型所述的模具,其中,所述第二安装槽内设有向上凸起的定位块;所述排气结构与所述模仁本体装配到位时,所述定位块插入所述排气结构的型腔中;
9、本实用新型所述的模具,其中,所述模仁本体上设有一个或多个与所述第二安装槽贯通连接的通气流道,用于引导所述第二安装槽的气体从所述模仁本体中流出;
10、本实用新型所述的模具,其中,所述镶件朝向所述第二安装槽内侧壁的一面也设有将所述镶件周围空气排出的所述排气通槽。
11、本实用新型的有益效果在于:该排气结构和具有排气结构的模具结构设计巧妙,通过在镶件内设置多个排气片,排气片的一侧表面设有排气通槽,注塑产品时,使镶件胶位面上的气体及时沿排气通槽向外排出,多个排气片形成的长度可依据注塑产品的熔接痕长度调整,以便胶位面上的气体能顺利从镶件中导出,改善熔接痕,从而增强注塑产品的强度。
技术特征:
1.一种排气结构,其特征在于,包括镶件;所述镶件的上表面为注塑产品的胶位面;熔接痕形成于所述胶位面上;所述镶件的底部还成型有向内凹陷的型腔;所述胶位面上设有与所述型腔贯通连接的第一安装槽;所述第一安装槽内固定安装有多个并排设置的排气片;所述排气片的一侧表面设有与所述第一安装槽贯通连接的排气通槽,用于引导所述胶位面上的气体从所述镶件的底部向外排出;所述排气通槽包括由上到下依次设置的第一凹槽和第二凹槽;所述第一凹槽与所述第二凹槽相连通;所述第一凹槽的宽度小于所述第二凹槽的宽度,且所述第一凹槽的深度小于所述第二凹槽的深度。
2.根据权利要求1所述的排气结构,其特征在于,所述第一安装槽沿所述熔接痕的长度方向延伸,且所述第一安装槽的长度大于所述熔接痕的长度。
3.根据权利要求2所述的排气结构,其特征在于,所述排气片的一端或两端均设有向外延伸的连接部;所述镶件内设有防止多个所述排气片从所述第一安装槽内脱离的限位条;装配到位时;所述限位条与所述连接部卡合连接。
4.根据权利要求1所述的排气结构,其特征在于,所述第一凹槽的深度为0.03~0.04mm;所述第二凹槽的深度为0.5±0.02mm。
5.一种具有排气结构的模具,包括模仁本体,其特征在于,所述模仁本体的上表面为注塑产品的注塑面;所述注塑面位于熔接痕处设有第二安装槽;所述第二安装槽内固定安装有如权利要求1-4任一所述的排气结构;所述注塑面位于所述排气结构的两侧对称设有至少一个进胶位。
6.根据权利要求5所述的具有排气结构的模具,其特征在于,所述第二安装槽沿所述熔接痕的长度方向设置。
7.根据权利要求6所述的具有排气结构的模具,其特征在于,所述第二安装槽内设有向上凸起的定位块;所述排气结构与所述模仁本体装配到位时,所述定位块插入所述排气结构的型腔中。
8.根据权利要求5所述的具有排气结构的模具,其特征在于,所述模仁本体上设有一个或多个与所述第二安装槽贯通连接的通气流道,用于引导所述第二安装槽的气体从所述模仁本体中流出。
9.根据权利要求8所述的具有排气结构的模具,其特征在于,所述镶件朝向所述第二安装槽内侧壁的一面也设有将所述镶件周围空气排出的所述排气通槽。
技术总结
本技术涉及一种排气结构及具有排气结构的模具,包括镶件,镶件上设有多个并排设置的排气片;该排气结构和具有排气结构的模具结构设计巧妙,通过在镶件内设置多个排气片,排气片的一侧表面设有排气通槽,注塑产品时,使镶件胶位面上的气体及时沿排气通槽向外排出,多个排气片形成的长度可依据注塑产品的熔接痕长度调整,以便胶位面上的气体能顺利从镶件中导出,改善熔接痕,从而增强注塑产品的强度。
技术研发人员:胡晓峰,李小亮,欧阳玉林,钟杨能
受保护的技术使用者:深圳亿和模具制造有限公司
技术研发日:20230228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!