具有多点顺序阀进浇机构的大型电动车覆盖件模具的制作方法
本技术属于电动车覆盖件,涉及具有多点顺序阀进浇机构的大型电动车覆盖件模具。
背景技术:
1、大型电动车覆盖件为塑料件,在生产的过程中主要由注塑模具进行生产。
2、经检索,根据中国专利号为“cn216068485u”一种电动车前围模具多点顺序阀进浇机构,包括前围下模和前围上模,所述的前围下模上设有成型凸部,所述的前围上模内设有成型凹部,所述的成型凸部与成型凹部的位置相对应且形状相配适,所述的前围上模上方设有注塑板,通过设置多点顺序进浇组件,在注塑时,通过多点顺序进浇组件将熔融物料按顺序依次送入至型腔内,采用多点进浇结构,可使得熔融物料同步注入至型腔成型面上,注塑精度和均一性较好,熔融物料填充均衡,塑件的厚薄较为一致,塑件质量较好,完成注塑后开模,通过塑件顶出件将成型后的塑件进行顶出,顶出效果较好。
3、上述大型电动车覆盖件注塑模具在实际使用时,通过设置多点顺序进浇组件,达到了顺序进胶的效果,但是在使用时我们发现,大型电动车覆盖件只能是单一颜色,无法针对不同部位浇筑成型不同的颜色,同时通过顶针的脱模,容易造成大型电动车覆盖件表面发生形变,影响大型电动车覆盖件的产品质量。
技术实现思路
1、本实用新型的目的在于提供具有多点顺序阀进浇机构的大型电动车覆盖件模具,以解决上述背景技术中提出的问题。
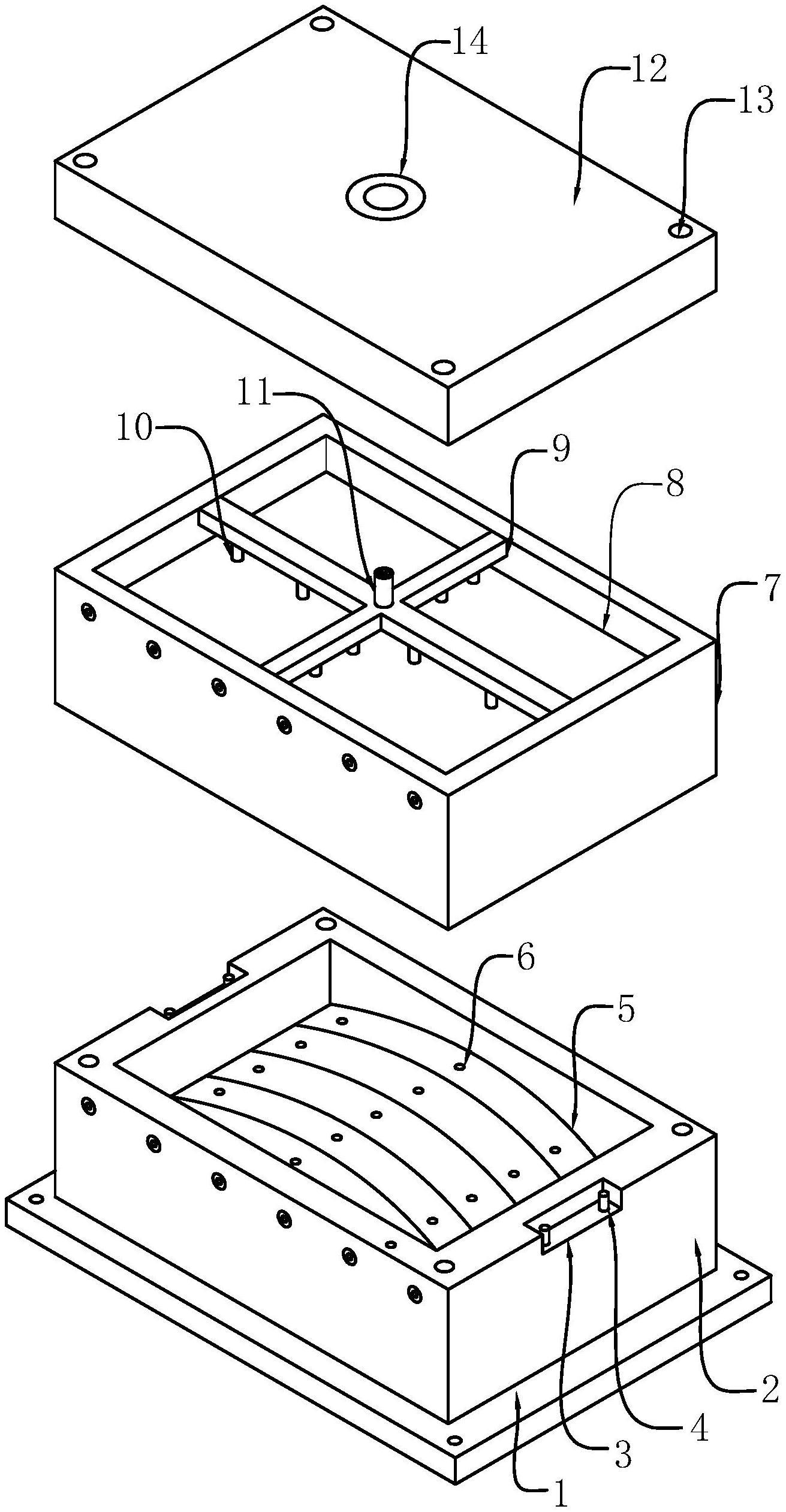
2、本实用新型的目的可通过下列技术方案来实现:具有多点顺序阀进浇机构的大型电动车覆盖件模具,包括固定块、上固定座和盖板,所述固定块的顶端固定设有下固定座,所述下固定座的内部固定安装有凸模,所述凸模的表面开设有多个气孔,所述下固定座的内部开设有空腔,所述空腔的内部固定安装有吹气机构,所述吹气机构的出气端与气孔固定连接,所述上固定座的底端固定安装有凹模,所述上固定座的顶端开设有安装槽,所述安装槽的内部等距固定设有多个流道管,多个所述流道管的底端均固定设有多个出胶管,多个所述出胶管与流道管的连接处固定安装有第一电磁阀,所述流道管的交汇处固定安装有进胶管,所述进胶管与对应的流道管之间开设有通孔,所述进胶管的内部固定安装有十字型隔板,所述上固定座的顶端固定设有盖板,所述盖板的中心处开设有注胶孔,所述注胶孔与进胶管穿插连接。
3、在上述的具有多点顺序阀进浇机构的大型电动车覆盖件模具中,所述吹气机构包括高压气泵和固定管,所述空腔的内部固定安装有高压气泵,所述高压气泵的出气端固定安装有固定管,所述固定管的一端通过多根支管与气孔内部固定连接,所述气孔的内部固定安装有第二电磁阀。
4、所述空腔的侧面开设有多个透气孔,多个所述透气孔的内部固定安装有防尘网。
5、所述下固定座顶端的两侧均开设有凹槽,两个所述凹槽的内部均固定安装有缓冲柱。
6、所述盖板顶端的四个边角处均开设有限位孔。
7、所述下固定座的边侧固定安装有控制面板,第一电磁阀、第二电磁阀和高压气泵均通过控制面板与外接电源电连接。
8、与现有技术相比,本实用新型具有多点顺序阀进浇机构的大型电动车覆盖件模具的优点为:
9、1、通过流道管底部设有的多个出胶管,多个出胶管中安装的第一电磁阀控制开闭,能够对模腔中不同部位进行熔融塑料进行填充,不仅提高了注胶的效率,而且能够实现按顺序注胶,同时进胶管的内部通过十字型隔板分隔,能够实现不同颜色的注塑料同步注塑,实现电动车覆盖件不同拼色的加工。
10、2、通过下固定座内部空腔中安装的高压气泵,在脱模时,通过高压气泵产生的高压气体将成型的电动车覆盖件与凸模分离,取代传统的顶针脱模,避免了顶针脱模造成电动车覆盖件局部形变的问题。
技术特征:
1.具有多点顺序阀进浇机构的大型电动车覆盖件模具,包括固定块(1)、上固定座(7)和盖板(12),其特征在于,所述固定块(1)的顶端固定设有下固定座(2),所述下固定座(2)的内部固定安装有凸模(5),所述凸模(5)的表面开设有多个气孔(6),所述下固定座(2)的内部开设有空腔(18),所述空腔(18)的内部固定安装有吹气机构,所述吹气机构的出气端与气孔(6)固定连接,所述上固定座(7)的底端固定安装有凹模(22),所述上固定座(7)的顶端开设有安装槽(8),所述安装槽(8)的内部等距固定设有多个流道管(9),多个所述流道管(9)的底端均固定设有多个出胶管(10),多个所述出胶管(10)与流道管(9)的连接处固定安装有第一电磁阀(15),所述流道管(9)的交汇处固定安装有进胶管(11),所述进胶管(11)与对应的流道管(9)之间开设有通孔(17),所述进胶管(11)的内部固定安装有十字型隔板(16),所述上固定座(7)的顶端固定设有盖板(12),所述盖板(12)的中心处开设有注胶孔(14),所述注胶孔(14)与进胶管(11)穿插连接。
2.根据权利要求1所述的具有多点顺序阀进浇机构的大型电动车覆盖件模具,其特征在于,所述吹气机构包括高压气泵(20)和固定管(21),所述空腔(18)的内部固定安装有高压气泵(20),所述高压气泵(20)的出气端固定安装有固定管(21),所述固定管(21)的一端通过多根支管与气孔(6)内部固定连接,所述气孔(6)的内部固定安装有第二电磁阀(19)。
3.根据权利要求1所述的具有多点顺序阀进浇机构的大型电动车覆盖件模具,其特征在于,所述空腔(18)的侧面开设有多个透气孔,多个所述透气孔的内部固定安装有防尘网。
4.根据权利要求1所述的具有多点顺序阀进浇机构的大型电动车覆盖件模具,其特征在于,所述下固定座(2)顶端的两侧均开设有凹槽(3),两个所述凹槽(3)的内部均固定安装有缓冲柱(4)。
5.根据权利要求1所述的具有多点顺序阀进浇机构的大型电动车覆盖件模具,其特征在于,所述盖板(12)顶端的四个边角处均开设有限位孔(13)。
6.根据权利要求1所述的具有多点顺序阀进浇机构的大型电动车覆盖件模具,其特征在于,所述下固定座(2)的边侧固定安装有控制面板,第一电磁阀(15)、第二电磁阀(19)和高压气泵(20)均通过控制面板与外接电源电连接。
技术总结
本技术提供了具有多点顺序阀进浇机构的大型电动车覆盖件模具,包括固定块、上固定座和盖板,所述固定块的顶端固定设有下固定座,所述下固定座的内部固定安装有凸模,所述凸模的表面开设有多个气孔,所述下固定座的内部开设有空腔,所述空腔的内部固定安装有吹气机构,所述吹气机构的出气端与气孔固定连接。本技术通过流道管底部设有的多个出胶管,多个出胶管中安装的第一电磁阀控制开闭,能够对模腔中不同部位进行熔融塑料进行填充,不仅提高了注胶的效率,而且能够实现按顺序注胶,同时进胶管的内部通过十字型隔板分隔,能够实现不同颜色的注塑料同步注塑,实现电动车覆盖件不同拼色的加工。
技术研发人员:谷栋
受保护的技术使用者:台州市统亚工贸有限公司
技术研发日:20230310
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!