一种轮胎生产用周期号硫化成型装置的制作方法
本技术涉及轮胎硫化生产,尤其涉及一种轮胎生产用周期号硫化成型装置。
背景技术:
1、在汽车轮胎的生产加工中,通常需要在轮胎上印有可供查询的周期号,其代表轮胎的生产日期,一般位于轮胎的条码身份证相对的那一侧,装上车轮时位于外侧。在对轮胎进行硫化时,可将相应的周期号牌安装到模具上,这样周期号牌上的数字便可印到轮胎上,便于轮胎的追踪及生产周期的查询,轮胎的生产周期打码是一周一换,因而轮胎模具上的周期号牌也需要定期更换。
2、目前,周期号牌于轮胎模具上的安装方式主要分为两种。一种是利用螺钉将周期号牌固定在轮胎模具表面,该种方式的周期号牌通常为不锈钢材质,其两端开设有安装孔,如图1所示,其利用螺钉实现于轮胎模具上的安装固定及拆卸更换,如图2所示;但该种周期号牌及其安装方式,于轮胎模具上安装后,周期号牌及螺钉是凸出在模具表面的,在对轮胎硫化时,会在轮胎上留有凹陷,影响轮胎的质量及安全性,且使得轮胎不具有防伪性,难以区分轮胎是否为翻新胎(采用加热后的周期号牌也可在轮胎上直接烙上凹陷的数字),此外,周期号牌与模具间的缝隙也易在硫化成型后的轮胎上留有胶边、毛刺等,影响轮胎的美观性。另一种是采用过盈配合的方式将周期号牌嵌装进模具内,如图3所示,该种方式的周期号牌通常为铝材质,在轮胎模具制作时,在模具侧板上设计用以实现周期号牌安装及更换的安装槽,周期号牌嵌装进模具的安装槽内后,再对凸出于模具表面的部分进行打磨,由于周期号牌是采用过盈配合的方式嵌装进模具的安装槽内的,因而使得周期号牌的取出更换操作繁琐不便,且易在周期号牌的更换操作过程中对模具的安装槽轮廓形态造成损坏,对铝制周期号牌的数字形态造成变形。
技术实现思路
1、为了克服上述所指出的现有技术的缺陷,本发明人对此进行了深入研究,在付出了大量创造性劳动后,从而完成了本实用新型。
2、具体而言,本实用新型所要解决的技术问题是:提供一种轮胎生产用周期号硫化成型装置,以解决目前采用螺钉进行周期号牌安装固定的方式,会影响生产后轮胎的品质及使用安全性,且不具有防伪性;采用过盈配合实现周期号牌于轮胎模具内嵌装的方式,周期号牌更换不便,且易在更换操作时对模具的安装槽轮廓形态造成损坏的技术问题。
3、为解决上述技术问题,本实用新型的技术方案是:
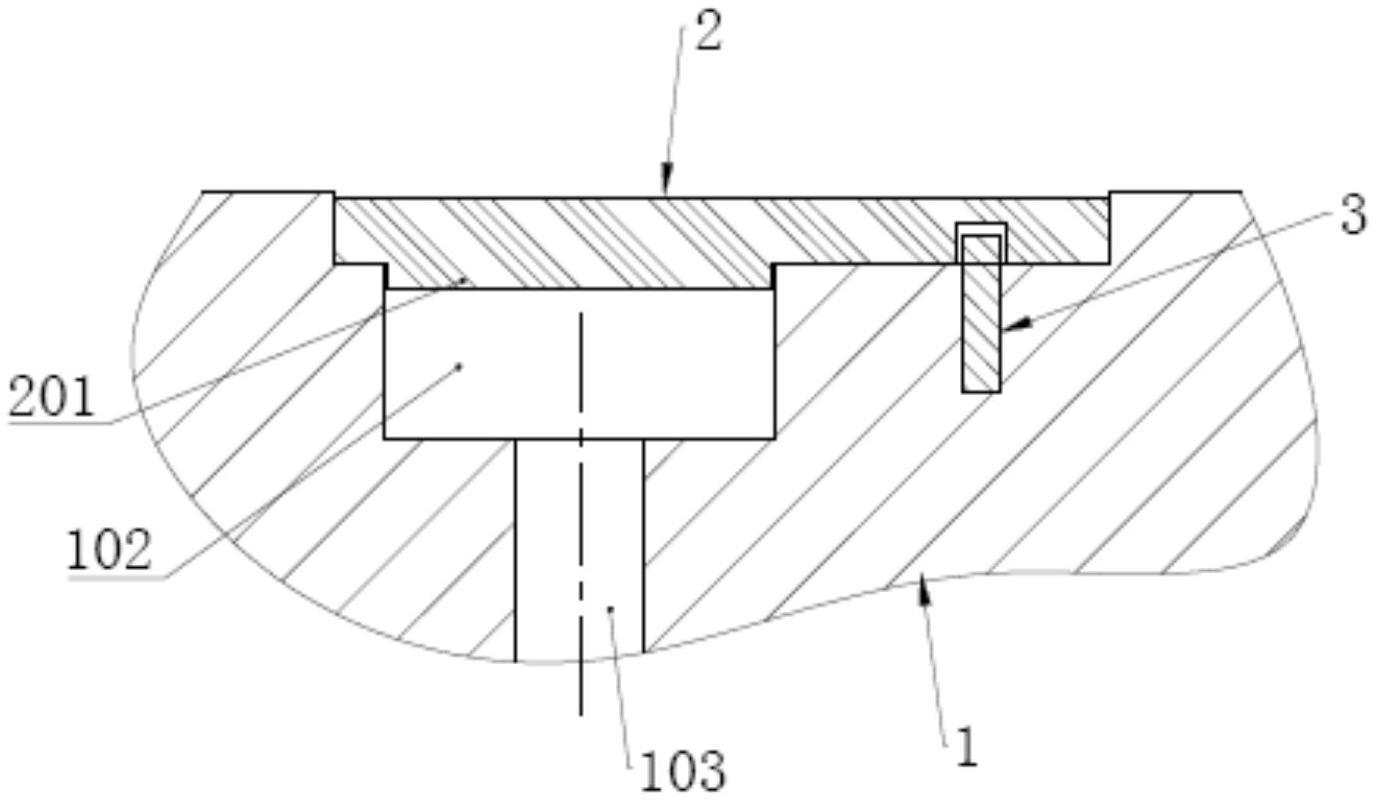
4、一种轮胎生产用周期号硫化成型装置,包括轮胎模具和周期号牌,所述轮胎模具上开设有用以实现所述周期号牌安装的安装槽,所述周期号牌的背面具有一体成型的定位台,所述轮胎模具上于所述安装槽的底面开设有与所述定位台对应设置的定位槽,所述轮胎模具上还开设有号牌顶出孔,所述号牌顶出孔位于所述定位槽下方,且贯通至所述定位槽设置。
5、作为一种改进的技术方案,所述定位台靠近所述周期号牌的一端设置,所述周期号牌的另一端部背面还开设有定位孔,所述轮胎模具上安装有定位销,所述定位销的顶端延伸至所述安装槽的底面外设置,所述周期号牌处于安装状态时,所述定位销定位插装于所述定位孔内。
6、作为一种改进的技术方案,所述轮胎模具上开设有销钉安装孔,所述定位销采用过盈配合的方式嵌装于所述销钉安装孔内。
7、作为一种改进的技术方案,所述周期号牌的厚度小于所述安装槽的深度。
8、作为一种改进的技术方案,所述周期号牌处于安装状态时,所述周期号牌的上表面与所述轮胎模具的表面间的间距为0.1-0.2mm。
9、作为一种改进的技术方案,所述定位槽的深度大于/等于所述定位台的厚度。
10、作为一种改进的技术方案,所述周期号牌为peek树脂材料的一体成型结构。
11、采用了上述技术方案后,本实用新型的有益效果是:
12、(1)该轮胎生产用周期号硫化成型装置,周期号牌具有方向性,轮胎模具开设有的定位槽、安装有的定位销,以及周期号牌具有的定位台、开设有的定位孔,能够实现周期号牌于轮胎模具上的定位安装,避免周期号牌装反,在实现周期号牌快捷安装的同时,避免安装错误;需要对周期号牌进行更换时,利用工具通过号牌顶出孔将周期号牌从安装槽内顶出即可,使得周期号牌的取出及更换操作简单方便,且相较传统的敲砸周期号牌从轮胎模具的安装槽内将其取出的方式,不易破坏安装槽的型腔轮廓,延长了轮胎模具的使用寿命,减少了轮胎模具的维修维护成本。
13、(2)由于周期号牌与轮胎模具的安装槽要求紧密或过盈配合,号牌顶出孔位于定位槽下方,且贯通至定位槽设置,在便于利用工具将周期号牌顶出的同时,在周期号牌于安装槽内装入的过程中,无内外压差的存在,便于周期号牌的装入,从而使得周期号牌的更换操作简单方便。
14、(3)周期号牌的厚度小于安装槽的深度,使得周期号牌处于安装状态时,周期号牌低于轮胎模具的表面0.1-0.2mm,硫化出的轮胎周期号码在0.1-0.2mm的凸台面上,既保证了轮胎的质量,又不会出现胶边或凸起的毛刺缺陷等,外观美观,此外,还具有一定的防伪性,为区分轮胎是否为翻新胎提供了可靠依据。
15、(4)定位槽的深度大于/等于定位台的厚度,使得无需对周期号牌的定位台厚度进行精准限定,通用性强。
16、(5)周期号牌为peek树脂材料制成,peek(聚醚醚酮)树脂可用作耐高温结构材料和电绝缘材料,采用peek树脂材料制成的周期号牌,具有机械强度高,抗老化、抗溶解,耐高温高压、耐磨、耐疲劳,耐冲击,阻燃等优良性能,且还可以回收重复利用,降低了生产成本,减少了固废危害。
技术特征:
1.一种轮胎生产用周期号硫化成型装置,包括轮胎模具和周期号牌,其特征在于:所述轮胎模具上开设有用以实现所述周期号牌安装的安装槽,所述周期号牌的背面具有一体成型的定位台,所述轮胎模具上于所述安装槽的底面开设有与所述定位台对应设置的定位槽,所述轮胎模具上还开设有号牌顶出孔,所述号牌顶出孔位于所述定位槽下方,且贯通至所述定位槽设置。
2.如权利要求1所述的轮胎生产用周期号硫化成型装置,其特征在于:所述定位台靠近所述周期号牌的一端设置,所述周期号牌的另一端部背面还开设有定位孔,所述轮胎模具上安装有定位销,所述定位销的顶端延伸至所述安装槽的底面外设置,所述周期号牌处于安装状态时,所述定位销定位插装于所述定位孔内。
3.如权利要求2所述的轮胎生产用周期号硫化成型装置,其特征在于:所述轮胎模具上开设有销钉安装孔,所述定位销采用过盈配合的方式嵌装于所述销钉安装孔内。
4.如权利要求3所述的轮胎生产用周期号硫化成型装置,其特征在于:所述周期号牌的厚度小于所述安装槽的深度。
5.如权利要求4所述的轮胎生产用周期号硫化成型装置,其特征在于:所述周期号牌处于安装状态时,所述周期号牌的上表面与所述轮胎模具的表面间的间距为0.1-0.2mm。
6.如权利要求5所述的轮胎生产用周期号硫化成型装置,其特征在于:所述定位槽的深度大于/等于所述定位台的厚度。
7.如权利要求1-6任一项所述的轮胎生产用周期号硫化成型装置,其特征在于:所述周期号牌为peek树脂材料的一体成型结构。
技术总结
本技术属于轮胎硫化生产技术领域,提供了一种轮胎生产用周期号硫化成型装置,包括轮胎模具和周期号牌,轮胎模具上开设有用以实现周期号牌安装的安装槽,周期号牌的背面具有一体成型的定位台,轮胎模具上于安装槽的底面开设有与定位台对应设置的定位槽,轮胎模具上还开设有号牌顶出孔,号牌顶出孔位于定位槽下方,且贯通至定位槽设置。本技术能够实现周期号牌于轮胎模具上的定位安装,避免周期号牌装反;需要对周期号牌进行更换时,利用工具通过号牌顶出孔将周期号牌从安装槽内顶出即可,使得周期号牌的取出及更换操作简单方便,不易破坏安装槽的型腔轮廓,延长了轮胎模具的使用寿命,减少了轮胎模具的维修维护成本。
技术研发人员:王彬,柳亚平,赵文华,裴升明
受保护的技术使用者:山东力创模具股份有限公司
技术研发日:20230307
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!