一种型外冷却防变形的定型装置的制作方法
本技术涉及注塑机定型设备的,更具体地说,涉及一种型外冷却防变形的定型装置。
背景技术:
1、碳粉棒搅拌杆类的产品一般通过注塑机来实现,带有产品的治具刚从注塑机中输送出来时还具有较高的温度,所以一般都会等产品在治具内自然冷却后再拿出来使用;这种定型冷却的方式冷却时间比较长,效率不高;若过早用机械手将产品取出直接放在传送带上运输,也会因为传送带的不平整而导致产品在传输过程中就发生形变,降低产品质量。
技术实现思路
1、本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种型外冷却防变形的定型装置。
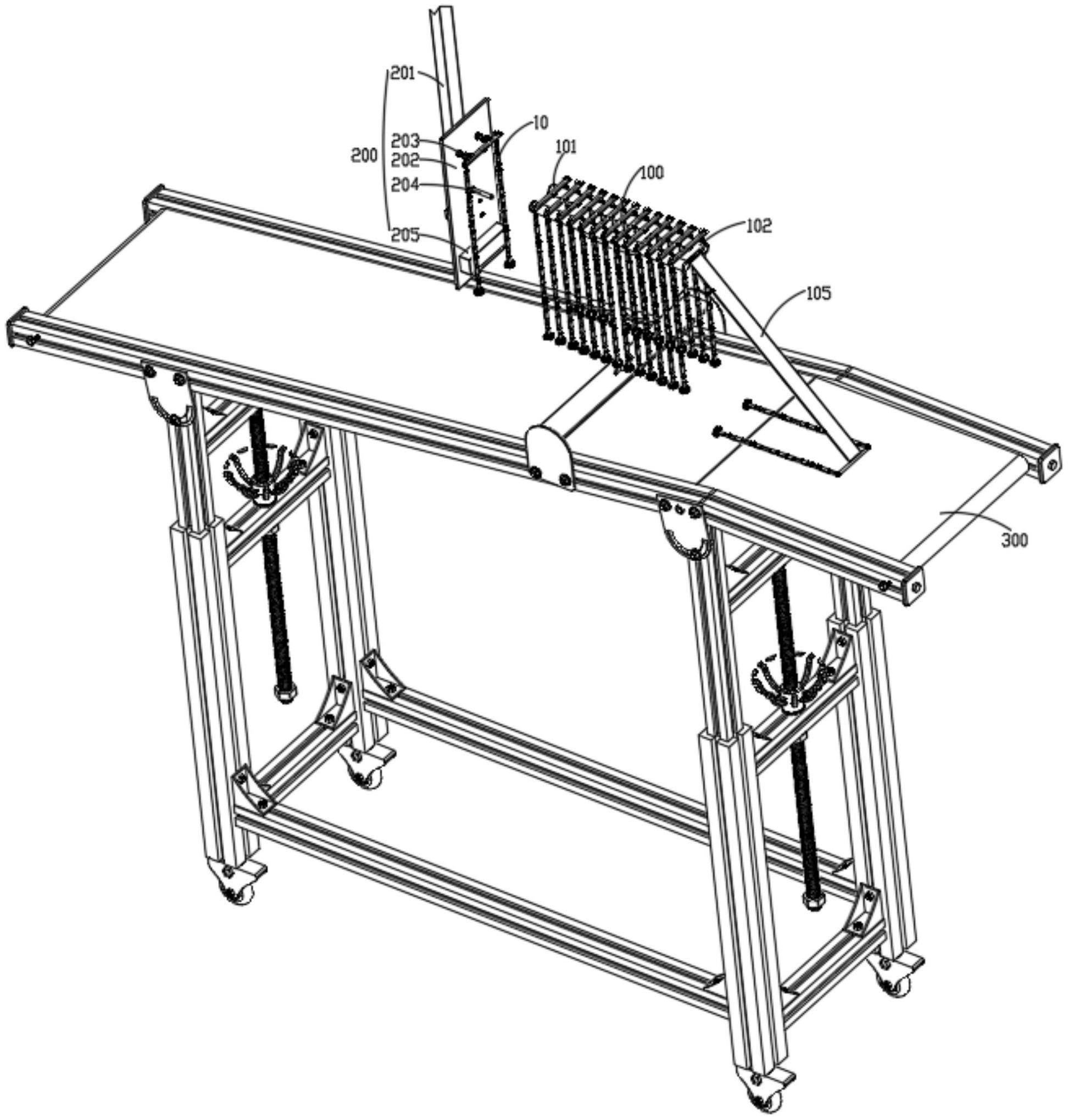
2、本实用新型解决其技术问题所采用的技术方案是:一种型外冷却防变形的定型装置,其中,包括供多个产品放置的冷却定型架、将所述产品放置在所述冷却定型架上并推动所述产品在所述冷却定型架上位移的机械手、带动所述机械手沿z轴移动的升降组件,和带动所述机械手在所述冷却定型架上移动的水平移动组件;所述冷却定型架的一端为上料端,另一端为下料端;所述机械手包括支撑柱和与所述支撑柱铰接的活动板;所述活动板背对所述支撑柱的一面设有吸附所述产品的吸嘴、和推动下料端的所述产品从所述冷却定型架上滑出的推杆;所述定型装置还包括控制器;所述机械手、所述水平移动组件和所述升降组件均与所述控制器电连接并受其控制;
3、本实用新型所述的型外冷却防变形的定型装置,其中,所述推杆位于所述活动板的中部,所述吸嘴位于所述活动板的一端;所述吸嘴与所述推杆平行设置,且所述吸嘴的高度小于所述推杆的高度;
4、本实用新型所述的型外冷却防变形的定型装置,其中,所述活动板远离所述吸嘴的一端还设有防止所述产品碰撞在所述活动板上的垫块;所述垫块的外边缘与所述活动板的外边缘不重合;
5、本实用新型所述的型外冷却防变形的定型装置,其中,所述垫块的厚度与所述吸嘴的高度相同;
6、本实用新型所述的型外冷却防变形的定型装置,其中,所述冷却定型架包括放置台和支撑所述放置台的支架;多个所述产品依次间隔悬挂在所述放置台上;
7、本实用新型所述的型外冷却防变形的定型装置,其中,所述放置台位于下料端的一侧阻尼铰接有向下倾斜的滑板;
8、本实用新型所述的型外冷却防变形的定型装置,其中,所述滑板向下倾斜的角度范围为30°~60°;
9、本实用新型所述的型外冷却防变形的定型装置,其中,所述产品包括两个碳粉棒;两所述碳粉棒的同一端通过连接杆相连接;所述连接杆的一面为吸附面,另一面成型有向外凸起的定位块;所述定位块的高度不小于所述推杆横截面的直径;
10、本实用新型所述的型外冷却防变形的定型装置,其中,所述冷却定型架的下方还设有将冷却定型好的所述产品移动到下一工位的运输机构。
11、本实用新型的有益效果在于:该一种型外冷却防变形的定型装置设计巧妙,控制器驱动机械手的活动板旋转至与支撑柱平行后,机械手吸附住产品,机械手移料的第一阶段:升降组件带动机械手移动到冷却定型架的上料端的一侧,使吸嘴位于冷却定型架的上方,水平移动组件带动机械手朝冷却定型架移动,当产品移动到冷却定型架的上料端上时,吸嘴松开产品使产品落在冷却定型架上,此时,完成机械手吸附产品的第一阶段;机械手移料的第二阶段:升降组件带动机械手向上移动使活动板的下沿底部与冷却定型架的上表面贴合,水平移动组件继续带动机械手朝下料端移动1公分,使机械手的下沿端推动冷却定型架上的多个产品均沿朝下料端位移1公分,型外自然冷却,此时,完成机械手推动上料端产品的第二阶段;经过型外垂直悬挂冷却10s后成型,解决了容易高温变形的问题,进入机械手移料的第三阶段:控制器驱动机械手的活动板反向旋转至与支撑柱垂直后,水平移动组件带动机械手移动到下料端,使推杆与末尾的两个产品之间的间隙对应,升降组件带动机械手下降,使推杆插入间隙中后,水平移动组件带动机械手继续向前移动,从而拨动最末尾的产品移出冷却定型架,整个过程无需人工操作,型外冷却的时间短,节省了产品的冷却时间,大幅度提升了生产周期,工作效率高。
技术特征:
1.一种型外冷却防变形的定型装置,其特征在于,包括供多个产品放置的冷却定型架、将所述产品放置在所述冷却定型架上并推动所述产品在所述冷却定型架上位移的机械手、带动所述机械手沿z轴移动的升降组件,和带动所述机械手在所述冷却定型架上移动的水平移动组件;所述冷却定型架的一端为上料端,另一端为下料端;所述机械手包括支撑柱和与所述支撑柱铰接的活动板;所述活动板背对所述支撑柱的一面设有吸附所述产品的吸嘴、和推动下料端的所述产品从所述冷却定型架上滑出的推杆;所述定型装置还包括控制器;所述机械手、所述水平移动组件和所述升降组件均与所述控制器电连接并受其控制。
2.根据权利要求1所述的型外冷却防变形的定型装置,其特征在于,所述推杆位于所述活动板的中部,所述吸嘴位于所述活动板的一端;所述吸嘴与所述推杆平行设置,且所述吸嘴的高度小于所述推杆的高度。
3.根据权利要求2所述的型外冷却防变形的定型装置,其特征在于,所述活动板远离所述吸嘴的一端还设有防止所述产品碰撞在所述活动板上的垫块;所述垫块的外边缘与所述活动板的外边缘不重合。
4.根据权利要求3所述的型外冷却防变形的定型装置,其特征在于,所述垫块的厚度与所述吸嘴的高度相同。
5.根据权利要求1所述的型外冷却防变形的定型装置,其特征在于,所述冷却定型架包括放置台和支撑所述放置台的支架;多个所述产品依次间隔悬挂在所述放置台上。
6.根据权利要求5所述的型外冷却防变形的定型装置,其特征在于,所述放置台位于下料端的一侧阻尼铰接有向下倾斜的滑板。
7.根据权利要求6所述的型外冷却防变形的定型装置,其特征在于,所述滑板向下倾斜的角度范围为30°~60°。
8.根据权利要求1-7任一所述的型外冷却防变形的定型装置,其特征在于,所述产品包括两个碳粉棒;两所述碳粉棒的同一端通过连接杆相连接;所述连接杆的一面为吸附面,另一面成型有向外凸起的定位块;所述定位块的高度不小于所述推杆横截面的直径。
9.根据权利要求8所述的型外冷却防变形的定型装置,其特征在于,所述冷却定型架的下方还设有将冷却定型好的所述产品移动到下一工位的运输机构。
技术总结
本技术涉及一种型外冷却防变形的定型装置,包括冷却定型架、机械手、升降组件和水平移动组件;该一种型外冷却防变形的定型装置设计巧妙,经过型外垂直悬挂冷却10s后成型,解决了容易高温变形的问题;产品取料、冷却成型及下料整个过程均无需人工操作,节省了产品的冷却时间,大幅度提升了生产周期,工作效率高。
技术研发人员:何春,胡晓峰,黃昆,周光芳
受保护的技术使用者:深圳亿和模具制造有限公司
技术研发日:20230228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!