一种塑料气压热成型机的制作方法
本技术涉及气压热成型机,具体涉及一种塑料气压热成型机。
背景技术:
1、塑料气压热成型机是一种通过对塑性塑料片材施加真空气压来制造塑料制品的成型设备。
2、公开号为cn201501100u,提供的多功能全自动塑料气压热成型机是塑料制品成型设备。在原有成型机结构的基础上,将上下模压合机构的上模安装在滑动的上模座上与拉板连接,拉板与上油缸轴头螺纹连接且有锁紧螺母锁紧连接;上油缸安装在横梁上的油缸座上,靠油缸下压上模与下模压合;下模机构是可侧翻90度与自动叠杯装置相衔接的机构。坯料片材经上下模压合,完成压边、拉伸、气压成型和切边工序,然后下模侧翻90度与自动叠杯装置相衔接,成品自动有序排列套叠装箱入库。节省操作工人4-6名,节电达每小时20kw以上;减少了设备的占地面积;整机设计合理,运转平稳,无惯性,无噪声,工效高,成本降低,适合于加工多种规格的水杯、餐具、托盘、方便面碗、食品盒及轻工产品包装物等场合,但是该装置位设置下料机构,在使用时,需要另外外接辅助下料设置才能进行连续性生产作业,成本较大。
3、为此提出一种塑料气压热成型机。
技术实现思路
1、本实用新型的目的在于:为解决现有装置位设置下料机构,在使用时,需要另外外接辅助下料设置才能进行连续性生产作业,成本较大的问题,本实用新型提供了一种塑料气压热成型机。
2、本实用新型为了实现上述目的具体采用以下技术方案:
3、一种塑料气压热成型机,包括基板,基板的顶部焊接安装有连接杆,连接杆的数量为四组且呈矩形阵列设置,连接杆的顶部焊接安装有基座,基座呈“u”字状结构设置,基座上设置有输送机构,基座的顶部焊接安装有机体,机体的顶部正中处焊接安装有第二电动推杆,第二电动推杆的伸缩端焊接安装有上模,机体的两侧内壁转动安装有下模,机体的一侧外壁焊接安装有第一电机,第一电机的输出端横向贯穿机体并与下模的转轴焊接连接设置,下模的底部设置有辅助支撑机构,当装置开始作业时,此时优先的通过送料机构对设备进行送料,此时驱动第二电动推杆致使上模与下模闭合,热压完毕后,此时驱动辅助支撑机构后,驱动第一电机,致使下模转动,致使下模翻转,下料的同时将另一面翻转继续作业即可,成型的产品掉落至输送机构上出料。
4、进一步地,输送机构包括固定杆,输送带、第二电机和传动辊,基座的两侧壁焊接安装有固定杆,固定杆的数量四组且矩形阵列设置,固定杆的对应侧壁转动安装有传动辊,传动辊的数量为两组且呈平行对应设置,传动辊上套设安装有输送带,固定杆的一侧壁焊接安装有第二电机,第二电机的输出端横向贯穿固定杆并与传动辊的转轴焊接连接设置;具体的为,输送机构为现有技术,这里不做过多阐述。
5、进一步地,机体的两侧壁焊接安装有安装杆,安装杆的数量为四组且呈矩形阵列设置,安装杆的对应侧壁转动安装有辅助辊,辅助辊上放置有薄片原料;具体的为,辅助辊用于支撑原料,保证原料处于绷直居中状态。
6、进一步地,下模呈双面结构设置。
7、进一步地,辅助支撑机构包括活动槽、卡板、第一电动推杆和安装架,基座的两侧壁均开设有活动槽,活动槽位于下模的下方,活动槽内滑动安装有卡板,卡板与活动槽滑动连接设置,基座的外侧壁焊接安装有安装架,安装架呈“l”状结构设置,安装架的一侧壁焊接安装第一电动推杆,第一电动推杆的伸缩端与卡板焊接连接设置;具体的为,当装置进行热压作业时,此时卡板位于下模下方进行支撑,当需要进行翻转时,此时第一电动推杆驱动,致使卡板收缩退出下模的下方,致使下模翻转换面即可,换面完毕后,卡板复位即可。
8、进一步地,卡板的顶部与下模的底部贴合设置。
9、本实用新型的有益效果如下:
10、1、本实用新型通过将下模设置为双面结构,同时将下模设置为转动结构,从而致使装置在气压热成型完毕后,能够通过翻转的方式进行下料和作业,一定程度上提高了装置的作业效率,同时也有效的缩减的装置整体的占地面积,大大提高了装置的实用性。
技术特征:
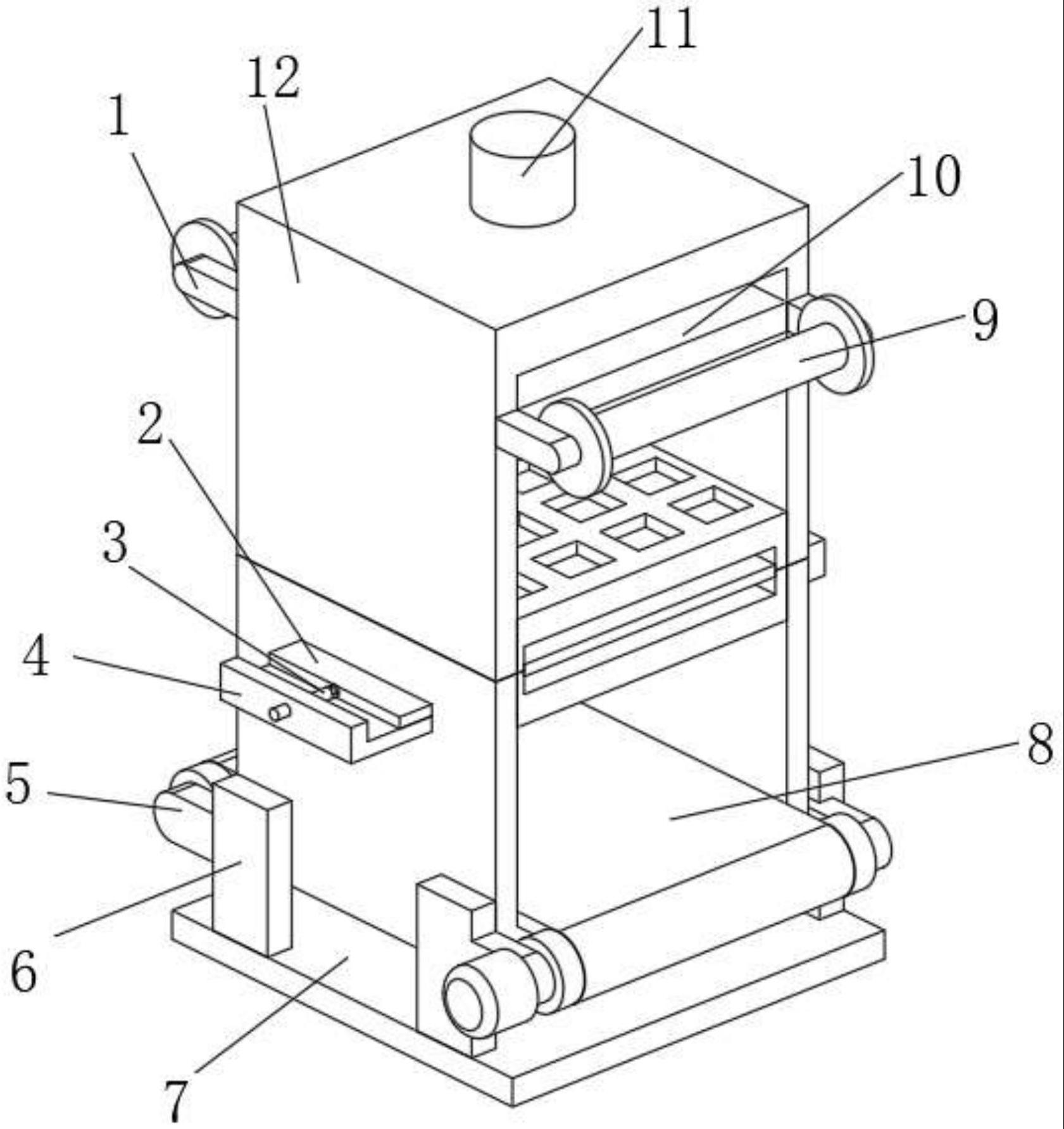
1.一种塑料气压热成型机,其特征在于,包括基板(7),基板(7)的顶部焊接安装有连接杆(6),连接杆(6)的数量为四组且呈矩形阵列设置,连接杆(6)的顶部焊接安装有基座(15),基座(15)呈“u”字状结构设置,基座(15)上设置有输送机构,基座(15)的顶部焊接安装有机体(12),机体(12)的顶部正中处焊接安装有第二电动推杆(11),第二电动推杆(11)的伸缩端焊接安装有上模(10),机体(12)的两侧内壁转动安装有下模(18),机体(12)的一侧外壁焊接安装有第一电机(13),第一电机(13)的输出端横向贯穿机体(12)并与下模(18)的转轴焊接连接设置,下模(18)的底部设置有辅助支撑机构。
2.根据权利要求1所述的一种塑料气压热成型机,其特征在于,所述输送机构包括固定杆(5),输送带(8)、第二电机(17)和传动辊(16),基座(15)的两侧壁焊接安装有固定杆(5),固定杆(5)的数量四组且矩形阵列设置,固定杆(5)的对应侧壁转动安装有传动辊(16),传动辊(16)的数量为两组且呈平行对应设置,传动辊(16)上套设安装有输送带(8),固定杆(5)的一侧壁焊接安装有第二电机(17),第二电机(17)的输出端横向贯穿固定杆(5)并与传动辊(16)的转轴焊接连接设置。
3.根据权利要求1所述的一种塑料气压热成型机,其特征在于,所述机体(12)的两侧壁焊接安装有安装杆(1),安装杆(1)的数量为四组且呈矩形阵列设置,安装杆(1)的对应侧壁转动安装有辅助辊(9),辅助辊(9)上放置有薄片原料。
4.根据权利要求1所述的一种塑料气压热成型机,其特征在于,所述下模(18)呈双面结构设置。
5.根据权利要求1所述的一种塑料气压热成型机,其特征在于,所述辅助支撑机构包括活动槽(14)、卡板(2)、第一电动推杆(3)和安装架(4),基座(15)的两侧壁均开设有活动槽(14),活动槽(14)位于下模(18)的下方,活动槽(14)内滑动安装有卡板(2),卡板(2)与活动槽(14)滑动连接设置,基座(15)的外侧壁焊接安装有安装架(4),安装架(4)呈“l”状结构设置,安装架(4)的一侧壁焊接安装第一电动推杆(3),第一电动推杆(3)的伸缩端与卡板(2)焊接连接设置。
6.根据权利要求5所述的一种塑料气压热成型机,其特征在于,所述卡板(2)的顶部与下模(18)的底部贴合设置。
技术总结
本技术公开了一种塑料气压热成型机,涉及气压热成型机技术领域。本技术包括基板,基板的顶部焊接安装有连接杆,连接杆的数量为四组且呈矩形阵列设置,连接杆的顶部焊接安装有基座,基座呈“U”字状结构设置,基座上设置有输送机构,基座的顶部焊接安装有机体,机体的顶部正中处焊接安装有第二电动推杆,第二电动推杆的伸缩端焊接安装有上模。本技术通过将下模设置为双面结构,同时将下模设置为转动结构,从而致使装置在气压热成型完毕后,能够通过翻转的方式进行下料和作业,一定程度上提高了装置的作业效率,同时也有效的缩减的装置整体的占地面积,大大提高了装置的实用性。
技术研发人员:刘莉红,王建中
受保护的技术使用者:大连日升世联科技有限公司
技术研发日:20230313
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!