一种用于高温注塑模具的分离控温机构的制作方法
本技术涉及高温注塑模具,特别是涉及一种用于高温注塑模具的分离控温机构。
背景技术:
1、目前市面上传统的高温模具,模仁与模板模框相互定位,并同步加热。但是目前的模具在加热时常会产生以下问题:
2、1.由于模仁与模板使用的钢材不一致,即热膨胀系数不同,这样容易因膨胀系数或温度不同而导致模仁模板开裂,或者模仁在模板腔体中松动。
3、2.如果模板的温度过高,则会使得模具上与模仁或模板配合的导柱导套及侧边精定位等常规结构滑动不畅,甚至卡死;
4、3.模板的温度过高会导致导柱导套润滑油蒸发产生烟雾,污染车间,污染产品,对人体呼吸道也会有损伤;
5、4.模板的温度越高对试模人员的安全防护要求也就越高,风险也就越高,安全性不能保证。
6、因此在高温注塑模模具中,如何使得模板区域的零部件保持常温的状态运行,模仁又具有独立的加热系统,就成为本领域技术人员所要解决的技术问题。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种用于高温注塑模具的分离控温机构,具有可靠性能高、定位精确、结构紧凑等优点,同时在高温注塑模具的应用及普及上有着广泛的市场前景。
2、为解决上述技术问题,本实用新型采用的一个技术方案是:
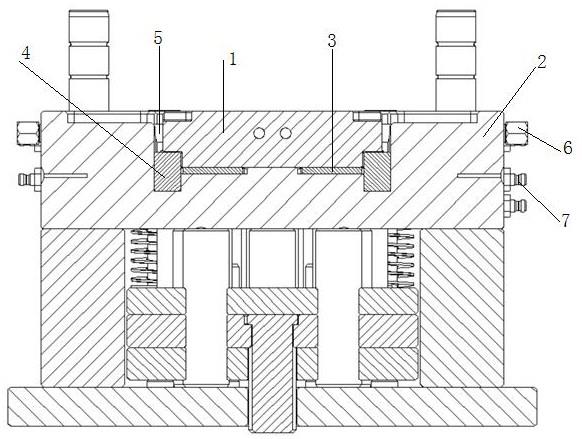
3、提供一种用于高温注塑模具的分离控温机构,其包括:模仁、模板、隔热板、定位镶块、隔热槽、加热管道、冷却管道,所述模仁活动设置于所述模板上的型腔内,所述型腔的底部设置有所述定位镶块,以对模仁进行定位固定,所述模仁的侧面与所述型腔的侧壁之间设有所述隔热槽,以避免模仁与模板直接贴合导热并形成加热后模仁的膨胀空间,所述隔热板设置于型腔的底面与所述模仁的底面之间,以阻隔模仁与模板之间的热传导,
4、所述加热管道设置于所述模仁内,以独立对模仁进行加热,所述冷却管道设置于所述模板内,以独立对模板进行冷却,使得模板以及模板区域内的零部件保持常温的状态。
5、在本实用新型一个较佳实施例中,模仁与模板在z轴方向上通过螺丝或者压板进行连接固定,以防止模仁在型腔中上下移动。
6、在本实用新型一个较佳实施例中,所述定位镶块的位置与模仁的中线和/或中心位置相对应,以通过定位镶块使得模仁与模板在x轴方向以及y轴方向上形成定位固定,其中,所述定位镶块包括第一定位块、第二定位块、第三定位块和第四定位块,第一定位块和第三定位块设置于与模仁x轴方向的中线对应的所述型腔底部的两侧,第二定位块和第四定位块设置于与模仁y轴方向中线对应的所述型腔底部的两端。
7、在本实用新型一个较佳实施例中,所述隔热槽环绕于模仁的整个外周面,以形成全周性包围结构,或者所述隔热槽间隔设置于型腔的侧壁上。
8、在本实用新型一个较佳实施例中,所述隔热槽中设置有隔热件。
9、在本实用新型一个较佳实施例中,所述隔热槽的宽度范围为0.05mm-100mm,更为优选的宽度范围为2mm-40mm。
10、在本实用新型一个较佳实施例中,所述隔热槽的宽度范围为3mm-20mm,更为优选的宽度范围为5mm-10mm。
11、在本实用新型一个较佳实施例中,所述隔热板包括电木板或玻璃纤维板。
12、在本实用新型一个较佳实施例中,所述隔热板的厚度范围为1mm-50mm,更为优选的厚度范围为2mm-30mm。
13、在本实用新型一个较佳实施例中,所述隔热板的厚度范围为4mm-15mm,更为优选的厚度范围为5mm-10mm。
14、本实用新型的有益效果是:通过对模仁和模板进行单独的加热或冷却处理,同时结合隔热槽和隔热板的作用,使得模仁和模板冷热分离,以得到更好的进行温度的独立管控,有效避免了因模板温度过高而导致模具卡死、开裂等问题,不仅延长了模具的使用寿命,而且提高了模具的稳定性和现场操作的安全性。
技术特征:
1.一种用于高温注塑模具的分离控温机构,其包括:模仁、模板,所述模仁活动设置于所述模板上的型腔内,其特征在于,包括:隔热板、定位镶块、隔热槽、加热管道、冷却管道,
2.根据权利要求1所述的一种用于高温注塑模具的分离控温机构,其特征在于,模仁与模板在z轴方向上通过螺丝或者压板进行连接固定,以防止模仁在型腔中上下移动。
3.根据权利要求1所述的一种用于高温注塑模具的分离控温机构,其特征在于,所述定位镶块的位置与模仁的中线和/或中心位置相对应,以通过定位镶块使得模仁与模板在x轴方向以及y轴方向上形成定位固定,其中,所述定位镶块包括第一定位块、第二定位块、第三定位块和第四定位块,第一定位块和第三定位块设置于与模仁x轴方向的中线对应的所述型腔底部的两侧,第二定位块和第四定位块设置于与模仁y轴方向中线对应的所述型腔底部的两端。
4.根据权利要求1所述的一种用于高温注塑模具的分离控温机构,其特征在于,所述隔热槽环绕于模仁的整个外周面,以形成全周性包围结构,或者所述隔热槽间隔设置于型腔的侧壁上。
5.根据权利要求1所述的一种用于高温注塑模具的分离控温机构,其特征在于,所述隔热槽中设置有隔热件。
6.根据权利要求1所述的一种用于高温注塑模具的分离控温机构,其特征在于,所述隔热槽的宽度范围为0.05mm-100mm。
7.根据权利要求6所述的一种用于高温注塑模具的分离控温机构,其特征在于,所述隔热槽的宽度范围为3mm-20mm。
8.根据权利要求1所述的一种用于高温注塑模具的分离控温机构,其特征在于,所述隔热板包括电木板或玻璃纤维板。
9.根据权利要求1所述的一种用于高温注塑模具的分离控温机构,其特征在于,所述隔热板的厚度范围为1mm-50mm。
10.根据权利要求9所述的一种用于高温注塑模具的分离控温机构,其特征在于,所述隔热板的厚度范围为4mm-15mm。
技术总结
本技术公开了一种用于高温注塑模具的分离控温机构,包括:隔热板、定位镶块、隔热槽、加热管道、冷却管道。通过上述方式,本技术一种用于高温注塑模具的分离控温机构,通过对模仁和模板进行单独的加热或冷却处理,同时结合隔热槽和隔热板的作用,使得模仁和模板冷热分离,以得到更好的进行温度的独立管控,有效避免了因模板温度过高而导致模具卡死、开裂等问题,不仅延长了模具的使用寿命,而且提高了模具的稳定性和现场操作的安全性。
技术研发人员:严新武,孙小元,赵光涛
受保护的技术使用者:苏州新劢德医疗器械科技有限公司
技术研发日:20230321
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!