一种金属/热塑性塑料小球感应焊接装置
本技术涉及焊接领域,更具体地涉及一种金属/热塑性塑料小球感应焊接装置。
背景技术:
1、塑料材料被广泛应用于经济生活的各个领域,从家居用品到前沿科学,塑料经常与金属材料结合使用。由于材料自身的制造工艺、零部件结构、生产环境的限制等因素,一些结构复杂的产品无法一次性制造成型,但利用焊接可以将多个零件无缝连接在一起,构成一个完整的零部件,因此塑料与金属的焊接技术具有十分巨大的应用价值。
2、金属和塑料比较常用的焊接方法有超声波焊、振动焊、激光焊及搅拌摩擦焊等,尽管与感应焊接相比这些焊接方式在焊接过程中没有向接头添加额外的材料,但特殊情况下由于工件结构以及接头本身的条件较复杂、零件造型限制及装置自身限制,上述方式均不能采用。现如今,金属塑料大差异材料的焊接主要是用激光焊、搅拌摩擦焊等焊接方法,但仅限于板材焊接,无法实现金属塑料球体结构的焊接。
3、申请号为201611038664.2的发明公开了一种不规则金属球体的自动焊接装置,通过自动焊接控制器智能控制焊接过程,在金属球体的不同焊接面进行二维数据控制,对需要焊接的焊缝位置进行多参数的调节,智能化自动控制也能够防止影响所焊枪的摆动,虽然可以适应各种不规则金属球体设置不同焊缝的焊接操作要求,避免人工操作造成的金属焊缝焊接质量不均衡,但并不适用于金属和塑料小球的焊接。
技术实现思路
1、为解决现有技术中的上述问题,本实用新型提供一种金属/热塑性塑料小球感应焊接装置。
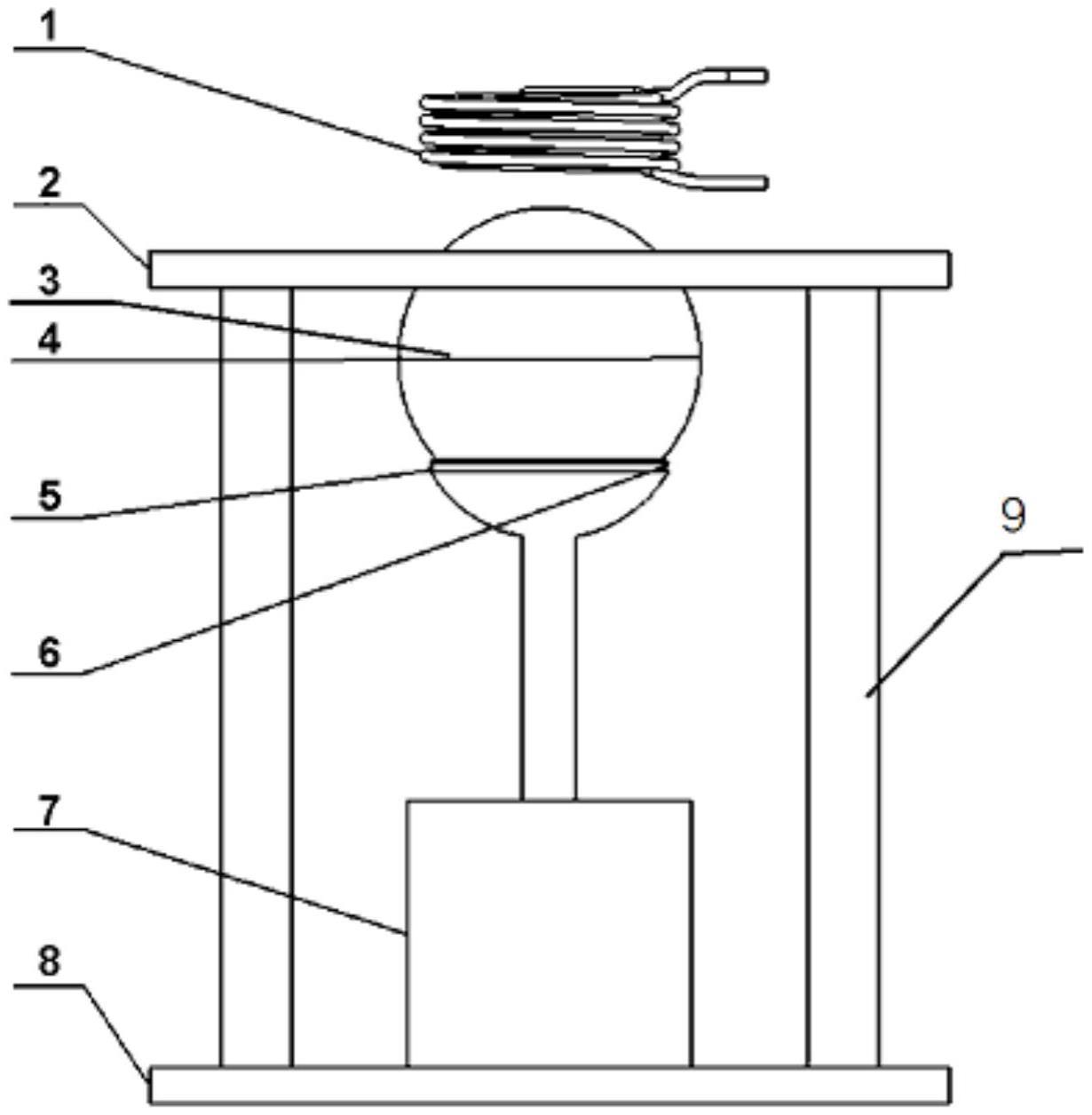
2、本实用新型采用的具体方案为:一种金属/热塑性塑料小球感应焊接装置,所述装置包括支撑底板,所述支撑底板上设置支撑架,所述支撑架顶部设置支撑顶板,所述支撑架内部设置气缸,所述气缸的活塞杆与球托连接,所述球托上方设置隔热球层,所述隔热球层上方设置塑料半球,所述塑料半球上方设置金属半球,所述金属半球上方设置感应线圈。
3、所述支撑顶板上设置通孔,所述金属半球的顶部穿过该通孔。
4、所述球托为半球形凹槽托架。
5、所述感应线圈底部距离所述金属半球最高点的直线距离为1mm-50mm。
6、所述通孔的直径小于所述金属半球的直径。
7、本实用新型相对于现有技术具有如下有益效果:
8、本实用新型提供一种金属/热塑性塑料小球感应焊接装置,装置包括支撑底板,所述支撑底板上设置支撑架,支撑架顶部设置支撑顶板,支撑架内部设置气缸,气缸的活塞杆与球托连接,球托上方设置隔热球层,隔热球层上方设置塑料半球,塑料半球上方设置金属半球,所述金属半球上方设置感应线圈,本实用新型将金属半球与塑料半球固定于球托和隔热球层上,对金属半球与塑料半球进行定位及夹持,同时开启气缸,在顶板的作用下防止金属半球与塑料半球在焊接过程中发生偏移,提供了焊接的精度。
技术特征:
1.一种金属/热塑性塑料小球感应焊接装置,其特征在于,所述装置包括支撑底板(8),所述支撑底板(8)上设置支撑架(9),所述支撑架(9)顶部设置支撑顶板(2),所述支撑架(9)内部设置气缸(7),所述气缸(7)的活塞杆与球托(6)连接,所述球托(6)上方设置隔热球层(5),所述隔热球层(5)上方设置塑料半球(4),所述塑料半球(4)上方设置金属半球(3),所述金属半球(3)上方设置感应线圈(1)。
2.根据权利要求1所述的金属/热塑性塑料小球感应焊接装置,其特征在于,所述支撑顶板(2)上设置通孔,所述金属半球(3)的顶部穿过该通孔。
3.根据权利要求2所述的金属/热塑性塑料小球感应焊接装置,其特征在于,所述球托(6)为半球形凹槽托架。
4.根据权利要求3所述的金属/热塑性塑料小球感应焊接装置,其特征在于,所述感应线圈(1)底部距离所述金属半球(3)最高点的直线距离为1mm-50mm。
5.根据权利要求2-4任一项所述的金属/热塑性塑料小球感应焊接装置,其特征在于,所述通孔的直径小于所述金属半球(3)的直径。
技术总结
本技术涉及焊接领域,公开了一种金属/热塑性塑料小球感应焊接装置,所述装置包括支撑底板,所述支撑底板上设置支撑架,所述支撑架顶部设置支撑顶板,所述支撑架内部设置气缸,所述气缸的活塞杆与球托连接,所述球托上方设置隔热球层,所述隔热球层上方设置塑料半球,所述塑料半球上方设置金属半球,所述金属半球上方设置感应线圈。本技术解决了金属/热塑性塑料小球焊接精度差的问题。
技术研发人员:檀财旺,刘一凡,吴来军,蒋俊俊,宋晓国,冯吉才
受保护的技术使用者:哈尔滨工业大学(威海)
技术研发日:20230327
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!