生产插接口外凸锁环的伸缩式模具的制作方法
本技术涉及模具设备,具体涉及一种生产插接口外凸锁环的伸缩式模具。
背景技术:
1、应客户要求,我公司设计生产了一种通讯插接头,参阅图6,该通讯插接头包括公头、母头,母头内设置有金属插套,公头内设置有金属插针,母头插接口设置有外凸锁环,外凸锁环与公头插接口设置的外凸锁爪套接,实现公头与母头的锁定,所述外凸锁环在技术要求上需要一体成型,保证出产结构的牢靠稳定,保证具备1000万次的插接使用寿命,因此在外凸锁环内部设置有鼓形空腔的前提下,需要将该零件一体注塑成型,是较合理、较经济的生产工艺方案,但是内部鼓形空腔的结构难以开模成型,并且由于小零件精度尺寸要求严苛,较大误差将会导致通讯插接头插拔过于松弛或者过于紧密。采用传统的橡胶模具不适用,因此我们有必要再设计一种可以高精度、高效率地生产外凸锁环这类精度尺寸要求高的向外凸出的鼓形内腔产品的模具。
技术实现思路
1、本实用新型目的:针对精度尺寸要求高的向外凸出的鼓形内腔产品的注塑成型需求,我们需要特别设计一种利于向内收缩或向外扩张的伸缩型块机构,实现对内腔呈鼓形产品的一体注塑成型,摒弃传统采取的两半拼接粘合的设计生产方案,提升插接口注塑成型的产品的成型质量、合格率和效率。
2、为解决上述问题采取的技术方案是:
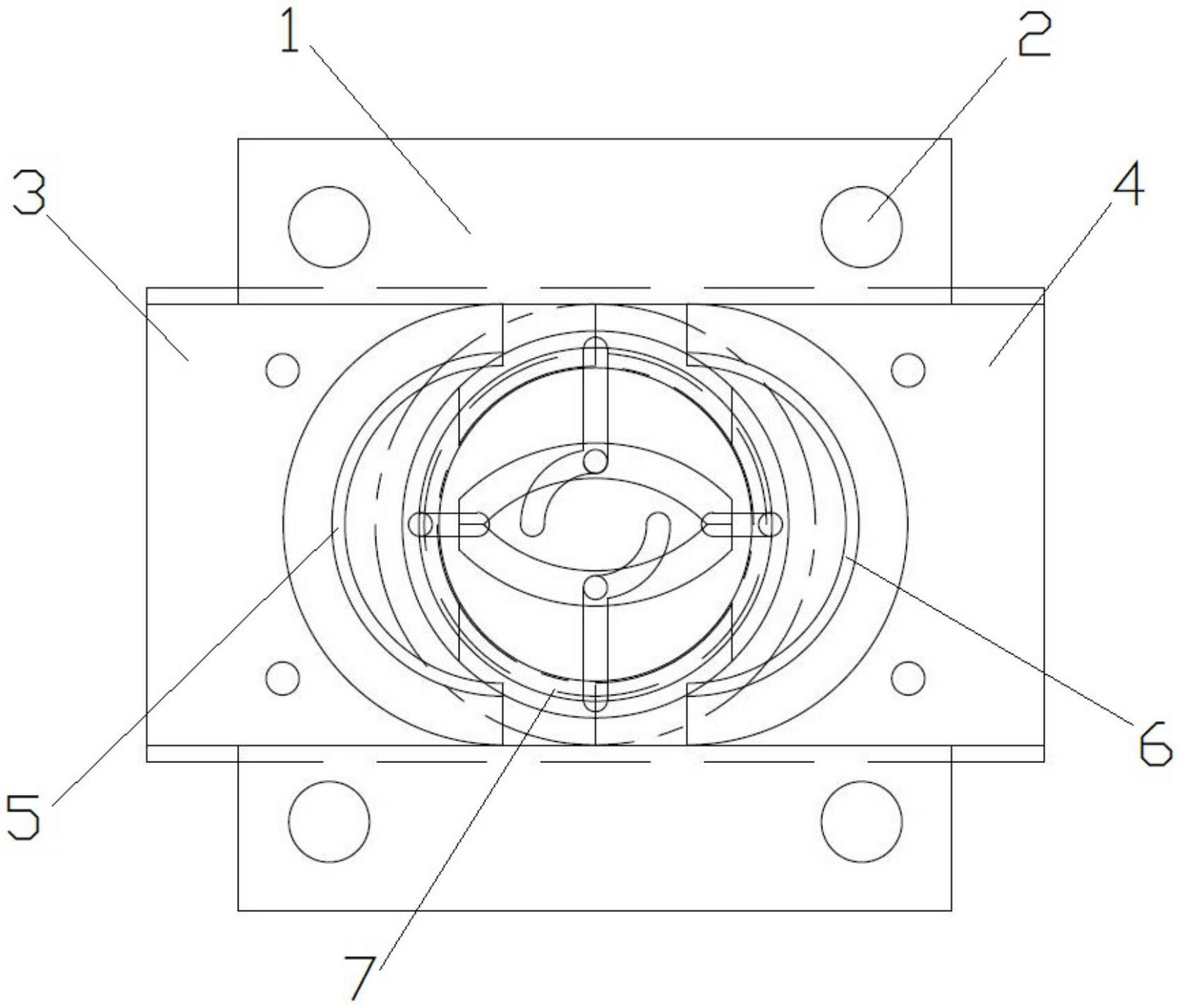
3、一种生产插接口外凸锁环的伸缩式模具,包括上模座、上模板、上模仁、中部左右对顶的型块组件、下模仁、下模板、下模座、导柱导套组件,以及用于成型鼓形内腔结构的伸缩型块组件,
4、所述上模座中心设置有注塑口,所述注塑口连通上模板中心开设的浇道,所述浇道连通上模仁开设的分流道,分流道与上模仁和下模仁构成的产品型腔连通,实施加压注塑,
5、所述上模仁成型产品的上端面和上圆柱形内腔表面,
6、所述型块组件成型产品的外周圆柱形侧壁表面和外凸的鼓形表面,并通过左右两侧的顶推气缸带动两侧的滑块同步伸缩动作,带动滑块内侧的型块的合模、开模动作,
7、所述下模仁成型产品的下端面、下圆柱形内腔,下模仁中部设置有伸缩型块组件,
8、所述伸缩型块组件包括对位设置的伸缩旋转型块和单伸缩型块,四块型块共同拼接成完整的鼓形内腔表面,所述伸缩旋转型块下方固连有第一定位推杆,所述第一定位推杆与下模仁开设的第一避让孔配合,带动伸缩旋转型块做径向伸缩移动和周向旋转移动,所述单伸缩型块下方固连有第二定位推杆,所述第二定位推杆与下模仁开设的第二避让孔配合,带动单伸缩型块做径向伸缩移动。
9、进一步地,两侧的型块由限位座设有的t型槽限定自由度,实现型块做直线滑移动作。
10、进一步地,所述第一避让孔包括第一径向直槽和周向弧槽,所述第一定位推杆在第一径向直槽内带动伸缩旋转型块沿径向收缩,使伸缩旋转型块的外凸弧形曲面向内收缩,并在周向弧槽内沿周向旋转90度后与单伸缩型块位置方向对齐。
11、进一步地,所述第二避让孔包括第二径向直槽,所述第二定位推杆在第二径向直槽内带动单伸缩型块沿径向收缩,使单伸缩型块的外凸弧形曲面向内收缩。
12、本实用新型的有益效果是:
13、该生产插接口外凸锁环的伸缩式模具利用伸缩型块组件实现对鼓形内腔表面的注塑成型,利用定位推杆带动伸缩旋转型块和单伸缩型块先后顺序地伸缩、旋转动作,实现了对鼓形内腔表面的伸缩动作,方便了开模,使得精度尺寸要求高的向外凸出的鼓形内腔产品的注塑工艺简洁便利,摒弃传统采取的两半拼接粘合的设计生产方案,提升插接口注塑成型的产品的成型质量、合格率和效率。
技术特征:
1.一种生产插接口外凸锁环的伸缩式模具,包括上模座、上模板、上模仁、中部左右对顶的型块组件、下模仁、下模板、下模座、导柱导套组件,其特征在于:以及用于成型鼓形内腔结构的伸缩型块组件,
2.根据权利要求1所述的生产插接口外凸锁环的伸缩式模具,其特征在于:所述上模座中心设置有注塑口,所述注塑口连通上模板中心开设的浇道,所述浇道连通上模仁开设的分流道,分流道与上模仁和下模仁构成的产品型腔连通,实施加压注塑。
3.根据权利要求1所述的生产插接口外凸锁环的伸缩式模具,其特征在于:所述上模仁成型产品的上端面和上圆柱形内腔表面。
4.根据权利要求1所述的生产插接口外凸锁环的伸缩式模具,其特征在于:所述型块组件成型产品的外周圆柱形侧壁表面和外凸的鼓形表面,并通过左右两侧的顶推气缸带动两侧的滑块同步伸缩动作,带动滑块内侧的型块的合模、开模动作。
5.根据权利要求1所述的生产插接口外凸锁环的伸缩式模具,其特征在于:两侧的型块由限位座设有的t型槽限定自由度。
6.根据权利要求1所述的生产插接口外凸锁环的伸缩式模具,其特征在于:所述第一避让孔包括第一径向直槽和周向弧槽,所述第一定位推杆在第一径向直槽内带动伸缩旋转型块沿径向收缩,使伸缩旋转型块的外凸弧形曲面向内收缩,并在周向弧槽内沿周向旋转90度后与单伸缩型块位置方向对齐。
7.根据权利要求1所述的生产插接口外凸锁环的伸缩式模具,其特征在于:所述第二避让孔包括第二径向直槽,所述第二定位推杆在第二径向直槽内带动单伸缩型块沿径向收缩,使单伸缩型块的外凸弧形曲面向内收缩。
技术总结
本技术公开了一种生产插接口外凸锁环的伸缩式模具,包括上模座、上模板、上模仁、型块组件、下模仁、下模板、下模座、导柱导套组件,以及用于成型鼓形内腔结构的伸缩型块组件,上模仁成型产品的上端面和上圆柱形内腔表面,伸缩型块组件成型产品的外周圆柱形侧壁表面和外凸的鼓形表面,下模仁中部设置有伸缩型块组件,伸缩型块组件包括伸缩旋转型块和单伸缩型块,该模具利用伸缩型块组件实现对鼓形内腔表面的注塑成型,利用定位推杆带动伸缩旋转型块和单伸缩型块先后顺序地伸缩、旋转动作,实现了对鼓形内腔表面的伸缩动作,方便了开模,使得精度尺寸要求高的向外凸出的鼓形内腔产品的注塑工艺简洁便利,提升产品的成型质量、合格率和效率。
技术研发人员:黄德耀
受保护的技术使用者:昆山欧德斯电子科技有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!