阀针热嘴直接进浇注塑模的制作方法
本技术涉及注塑模,尤其是一种阀针热嘴直接进浇注塑模。
背景技术:
1、注塑模是一种塑料产品成型工艺中的常用模具,通过将塑料注入型腔中冷却成型得到成品。
2、如带有塑料壳部分的elt锁舌,这种典型的包塑产品,通常采用冷流道从产品侧面进浇的方式成型。这种浇注成型方式容易出现以下问题:
3、冷流道会使塑胶原料成本增加,注塑后的料头残留在流道中,脱模后需要切割掉。切割下来的料头也不能重复使用,只能用于二次加工其它低规格产品,大批量的生产容易造成原材料的浪费;
4、进浇口处易出现残料,需要人工二次修剪,不可避免出现产品精度问题;
5、在产品多穴情况下,容易出现进浇不平衡的问题;且复杂结构造成冷却时间长,从而延长成型时间。
技术实现思路
1、本申请人针对上述现有生产技术中的缺点,提供一种结构合理的阀针热嘴直接进浇注塑模,采用针阀式热流道热嘴直接从产品背面进浇,不产生冷流道、浇口不良等问题,从而使成品上不带料头、进浇口残料;无需等待料头冷却,缩短了冷却时间。
2、本实用新型所采用的技术方案如下:
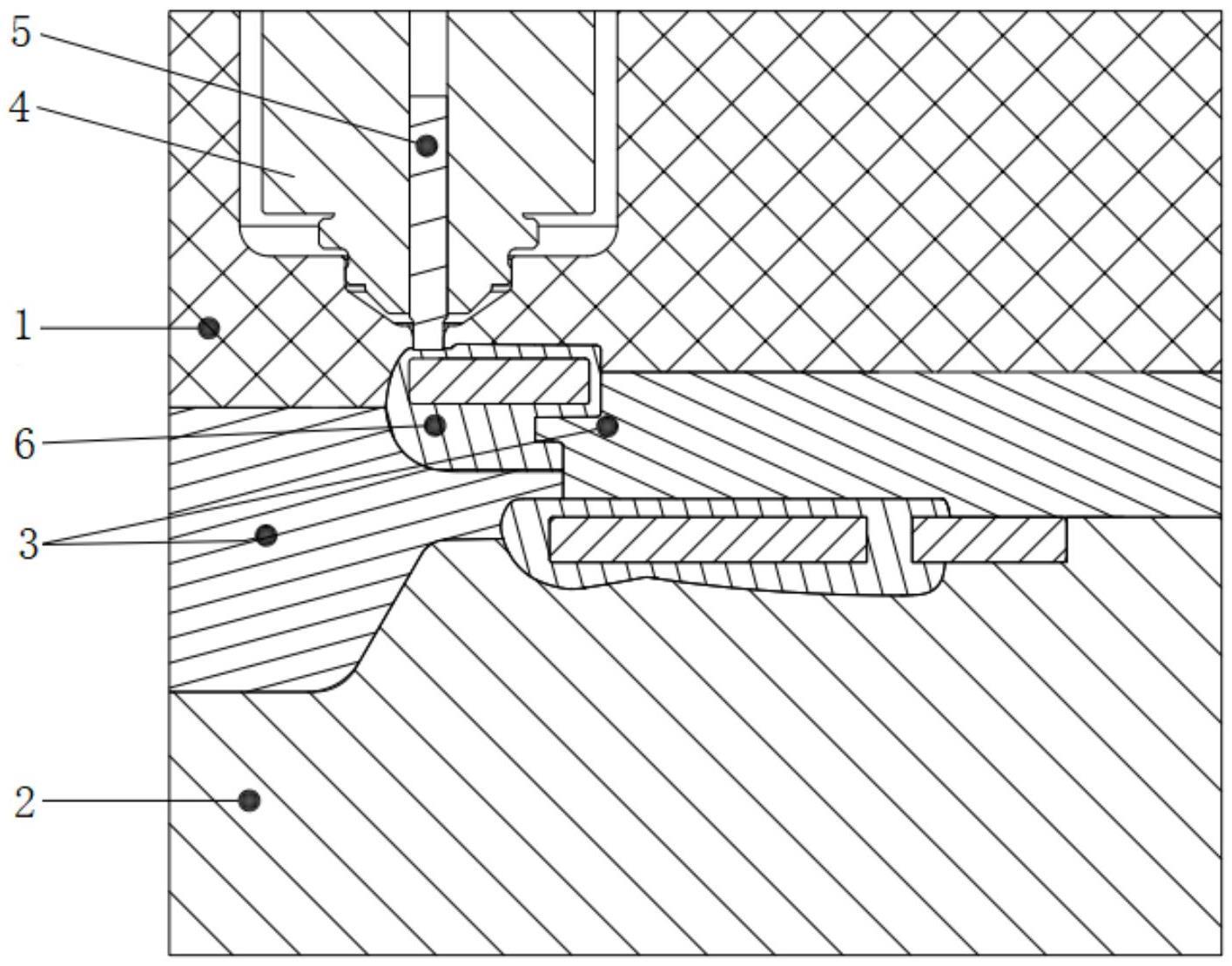
3、一种阀针热嘴直接进浇注塑模,包括上模板、下模板,所述上模板和下模板之间设有滑块组,滑块组中至少一块为斜楔块;上模板、下模板、滑块组组合形成型腔,
4、所述上模板内设有型芯,型芯内同轴竖直设置针阀式热嘴,针阀式热嘴的出料口伸至型腔顶部。
5、作为上述技术方案的进一步改进:
6、所述型芯位于型腔边缘处的正上方。
7、型腔包括用于成型零件正反两面的平面合模面、用于成型零件侧壁的弧形合模面,型芯中针阀式热嘴的出料口位于平面合模面靠近弧形合模面处。
8、所述滑块组包括位于型腔水平方向两侧的第一滑块、第二滑块,第一滑块为斜楔块;且第一滑块的顶面高度低于第二滑块的顶面高度。
9、所述第一滑块面向下模板的一侧带有斜面,斜面沿下模板的合模面过渡为平行于合模面的水平面。
10、所述第二滑块的顶面为与上模板合模面相贴的平面,第二滑块的底面包括用于成型零件表面的型腔面、与下模板合模面相贴的平面。
11、第二滑块在注塑模内的纵向高度大于第一滑块在注塑模内的纵向高度。
12、型芯为圆柱形,型芯底部设置为阶梯状,自型芯的圆柱轮廓底部向针阀式热嘴处收缩。
13、本实用新型的有益效果如下:
14、本实用新型结构紧凑、合理,操作方便,通过采用热流道的方式,在上模板中设置针阀式热嘴,物料从针阀式热嘴中从产品背面直接进浇;取消了常规模具中设计在合模面上的浇道;
15、本实用新型中的针阀式热嘴能够在进料后自动切断流体,稳定性高避免了常规注塑模中的浇口不良问题;
16、本实用新型尤其适用于多穴产品,在成型多穴产品过程中,进浇平衡稳定,且可以通过调节热流道单个点的温度和针阀式热嘴的开闭时间来精确控制注塑工艺过程;
17、本实用新型无需再考虑流道问题,冷却时间只需要考虑产品肉厚的冷却,缩短了注塑周期,大大提高了生产效率。
技术特征:
1.一种阀针热嘴直接进浇注塑模,包括上模板(1)、下模板(2),其特征在于:所述上模板(1)和下模板(2)之间设有滑块组(3),滑块组(3)中至少一块为斜楔块;上模板(1)、下模板(2)、滑块组(3)组合形成型腔,
2.如权利要求1所述的阀针热嘴直接进浇注塑模,其特征在于:所述型芯(4)位于型腔边缘处的正上方。
3.如权利要求2所述的阀针热嘴直接进浇注塑模,其特征在于:型腔包括用于成型零件正反两面的平面合模面、用于成型零件侧壁的弧形合模面,型芯(4)中针阀式热嘴(5)的出料口位于平面合模面靠近弧形合模面处。
4.如权利要求1所述的阀针热嘴直接进浇注塑模,其特征在于:所述滑块组(3)包括位于型腔水平方向两侧的第一滑块(301)、第二滑块(302),第一滑块(301)为斜楔块;且第一滑块(301)的顶面高度低于第二滑块(302)的顶面高度。
5.如权利要求4所述的阀针热嘴直接进浇注塑模,其特征在于:所述第一滑块(301)面向下模板(2)的一侧带有斜面,斜面沿下模板(2)的合模面过渡为平行于合模面的水平面。
6.如权利要求4所述的阀针热嘴直接进浇注塑模,其特征在于:所述第二滑块(302)的顶面为与上模板(1)合模面相贴的平面,第二滑块(302)的底面包括用于成型零件表面的型腔面、与下模板(2)合模面相贴的平面。
7.如权利要求4所述的阀针热嘴直接进浇注塑模,其特征在于:第二滑块(302)在注塑模内的纵向高度大于第一滑块(301)在注塑模内的纵向高度。
8.如权利要求1所述的阀针热嘴直接进浇注塑模,其特征在于:型芯(4)为圆柱形,型芯(4)底部设置为阶梯状,自型芯(4)的圆柱轮廓底部向针阀式热嘴(5)处收缩。
技术总结
本技术涉及一种阀针热嘴直接进浇注塑模,包括上模板、下模板,所述上模板和下模板之间设有滑块组,滑块组中至少一块为斜楔块;上模板、下模板、滑块组组合形成型腔,所述上模板内设有型芯,型芯内同轴竖直设置针阀式热嘴,针阀式热嘴的出料口伸至型腔顶部。本技术通过采用热流道的方式,规避了冷流道,注塑过程稳定性高,多穴产品进浇平衡稳定,注塑周期短,大大提高了生产效率。
技术研发人员:梅光辉
受保护的技术使用者:竹田(无锡)汽配制造有限公司
技术研发日:20230331
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!