自动上料设备的制作方法
本技术涉及注塑上料,特别涉及一种自动上料设备。
背景技术:
1、在日常注塑生产时,通常需要将金属件安装到注塑模具中,使金属件与塑胶一体成型,金属件与注塑件牢固结合,目前主要是通过手动的方式将金属件安装到注塑模具中,手动安装较为危险,且容易疲劳,目前缺乏一种能够自动将金属件安装到注塑模具中的设备。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种自动上料设备,能够自动将金属件装入注塑模具中,降低安全风险。
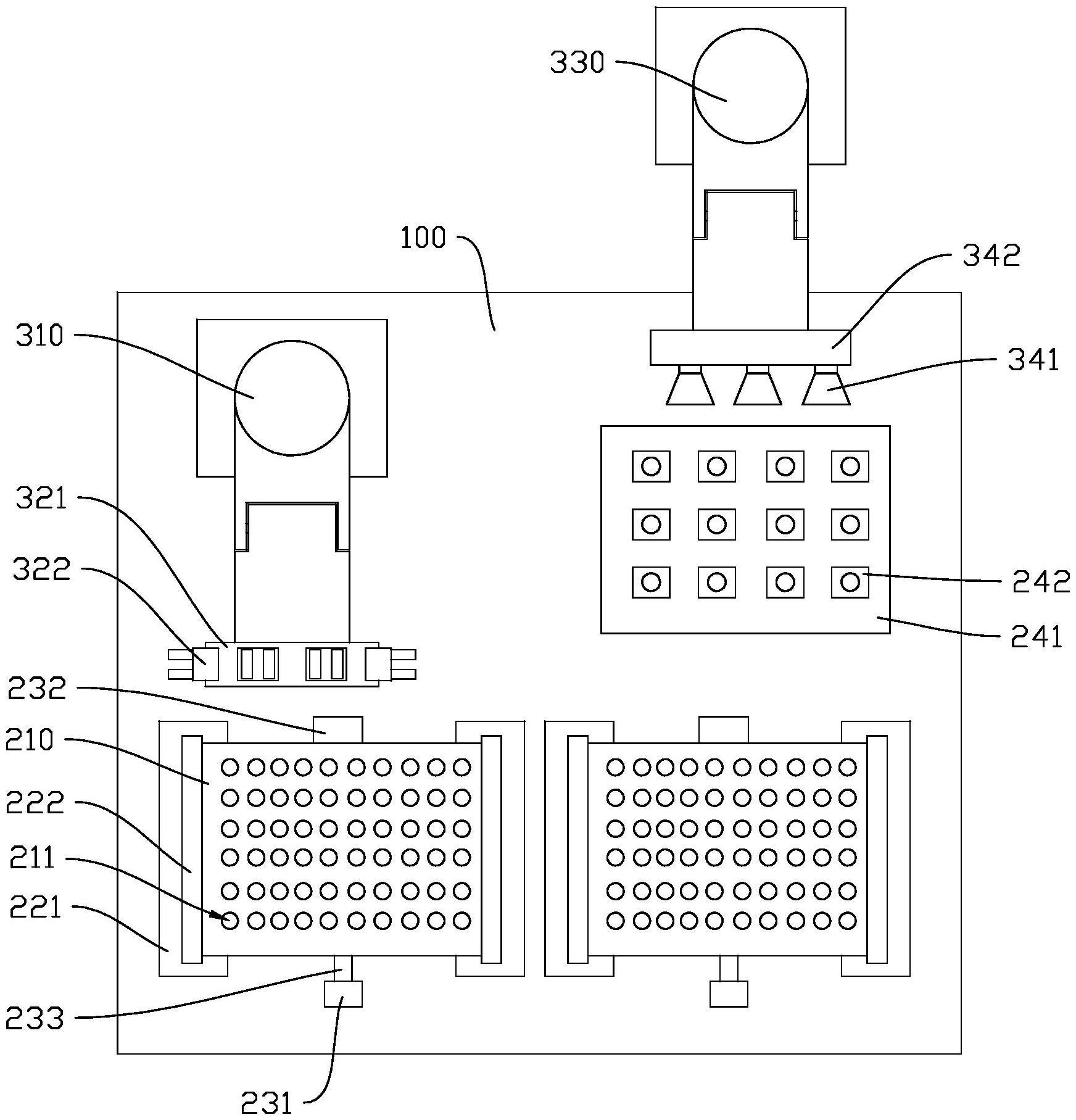
2、根据本实用新型的第一方面实施例的自动上料设备,包括:工作台,设置有第一定位组件和第二定位组件,所述第一定位组件和所述第二定位组件均用于定位金属件;移载机构,包括有第一移载组件和第二移载组件,所述第一移载组件设置在所述工作台上,所述第一移载组件用于将所述金属件从所述第一定位组件移动到所述第二定位组件,所述第二移载组件用于将所述金属件从所述第二定位组件移动到注塑模具中。
3、根据本实用新型实施例的自动上料设备,至少具有如下有益效果:通过将金属件放置待第一定位组件中,实现金属件的初步定位,然后第一移载组件将金属件送到第二定位组件,进一步定位金属件,然后第二移载组件将金属件拿起,然后放到注塑模具中,实现自动将金属件装入注塑模具,降低安全风险,同时提高效率。
4、根据本实用新型的一些实施例,所述第一定位组件包括有第一定位板、滑轨组件和定位件,所述滑轨组件设置在所述工作台上,所述第一定位板开设有多个定位孔,所述定位孔与金属件匹配,所述第一定位板可拆卸地安装在所述滑轨组件上,所述滑轨组件和所述定位件配合定位所述第一定位板。
5、根据本实用新型的一些实施例,所述滑轨组件包括有两根滑轨和两块第二定位板,两根所述滑轨对称设置,两块所述第二定位板分别设置在两根所述滑轨上,两根所述滑轨之间的距离小于所述第一定位板的宽度,两块所述第二定位板之间的距离与所述第一定位板的宽度匹配。
6、根据本实用新型的一些实施例,所述定位件包括有驱动件、第一夹块和第二夹块,沿所述滑轨的长度方向,所述第一夹块和所述第二夹块分设在所述第一定位板的两侧,所述第一夹块与所述驱动件的活动端连接,所述第一夹块与所述第二夹块配合夹持所述第一定位板。
7、根据本实用新型的一些实施例,所述第一移载组件包括有第一机械臂和第一夹具,所述第一夹具安装在所述第一机械臂的活动端,所述第一夹具将所述金属件从所述第一定位组件送到所述第二定位组件。
8、根据本实用新型的一些实施例,所述第一夹具包括有转动盘和多个夹爪,多个所述夹爪沿所述转动盘的周向排列,所述转动盘与所述机械臂的活动端连接。
9、根据本实用新型的一些实施例,所述第二定位组件包括有第一支架和多个插接件,多个插接件竖直设置在所述第一支架上,所述插接件与所述金属件匹配。
10、根据本实用新型的一些实施例,所述第二移载组件包括有第二机械臂和第二夹具,所述第二夹具与所述第二机械臂的活动端连接,所述第二机械臂驱动所述第二夹具将所述金属件放进注塑模具中。
11、根据本实用新型的一些实施例,所述第二夹具包括有第二支架和多个吸嘴,所述第二支架与所述第二机械臂的活动端连接,多个所述吸嘴向下竖直设置在所述第二支架,所述吸嘴开设有吸附孔,所述吸附孔与所述金属件的直径匹配。
12、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.自动上料设备,其特征在于,包括:
2.根据权利要求1所述的自动上料设备,其特征在于,所述第一定位组件包括有第一定位板、滑轨组件和定位件,所述滑轨组件设置在所述工作台上,所述第一定位板开设有多个定位孔,所述定位孔与金属件匹配,所述第一定位板可拆卸地安装在所述滑轨组件上,所述滑轨组件和所述定位件配合定位所述第一定位板。
3.根据权利要求2所述的自动上料设备,其特征在于,所述滑轨组件包括有两根滑轨和两块第二定位板,两根所述滑轨对称设置,两块所述第二定位板分别设置在两根所述滑轨上,两根所述滑轨之间的距离小于所述第一定位板的宽度,两块所述第二定位板之间的距离与所述第一定位板的宽度匹配。
4.根据权利要求3所述的自动上料设备,其特征在于,所述定位件包括有驱动件、第一夹块和第二夹块,沿所述滑轨的长度方向,所述第一夹块和所述第二夹块分设在所述第一定位板的两侧,所述第一夹块与所述驱动件的活动端连接,所述第一夹块与所述第二夹块配合夹持所述第一定位板。
5.根据权利要求1所述的自动上料设备,其特征在于,所述第一移载组件包括有第一机械臂和第一夹具,所述第一夹具安装在所述第一机械臂的活动端,所述第一夹具将所述金属件从所述第一定位组件送到所述第二定位组件。
6.根据权利要求5所述的自动上料设备,其特征在于,所述第一夹具包括有转动盘和多个夹爪,多个所述夹爪沿所述转动盘的周向排列,所述转动盘与所述机械臂的活动端连接。
7.根据权利要求1所述的自动上料设备,其特征在于,所述第二定位组件包括有第一支架和多个插接件,多个插接件竖直设置在所述第一支架上,所述插接件的直径与所述金属件匹配。
8.根据权利要求1所述的自动上料设备,其特征在于,所述第二移载组件包括有第二机械臂和第二夹具,所述第二夹具与所述第二机械臂的活动端连接,所述第二机械臂驱动所述第二夹具将所述金属件放进注塑模具中。
9.根据权利要求8所述的自动上料设备,其特征在于,所述第二夹具包括有第二支架和多个吸嘴,所述第二支架与所述第二机械臂的活动端连接,多个所述吸嘴向下竖直设置在所述第二支架,所述吸嘴开设有吸附孔,所述吸附孔与所述金属件的直径匹配。
技术总结
本技术公开了一种自动上料设备,包括:工作台,设置有第一定位组件和第二定位组件,第一定位组件和第二定位组件均用于定位金属件;移载机构,包括有第一移载组件和第二移载组件,第一移载组件设置在工作台上,第一移载组件用于将金属件从第一定位组件移动到第二定位组件,第二移载组件用于将金属件从第二定位组件移动到注塑模具中。通过将金属件放置待第一定位组件中,实现金属件的初步定位,然后第一移载组件将金属件送到第二定位组件,进一步定位金属件,然后第二移载组件将金属件拿起,然后放到注塑模具中,实现自动将金属件装入注塑模具,降低安全风险,同时提高效率。
技术研发人员:黄庭宗,骆威良
受保护的技术使用者:江门松泰精密科技有限公司
技术研发日:20230407
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!