一种多路冷却系统模具的制作方法
本技术涉及模具,具体来说涉及一种多路冷却系统模具。
背景技术:
1、注塑模具是将注塑液注入模具中,通过冷却定型的方式以此成型,而冷却系统是注塑模具重要组成部分,直接影响了塑件成型的效率和质量,由于现有的注塑模具常常只有单线程冷却管路,且管路的行程较长,在实际生产过程中,模具注塑后其内部具有较高的温度,而单线程冷却需大量的时间使塑件成型,使模具的注塑效率大大降低。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,旨在解决单线程冷却影响模具注塑效率的问题。
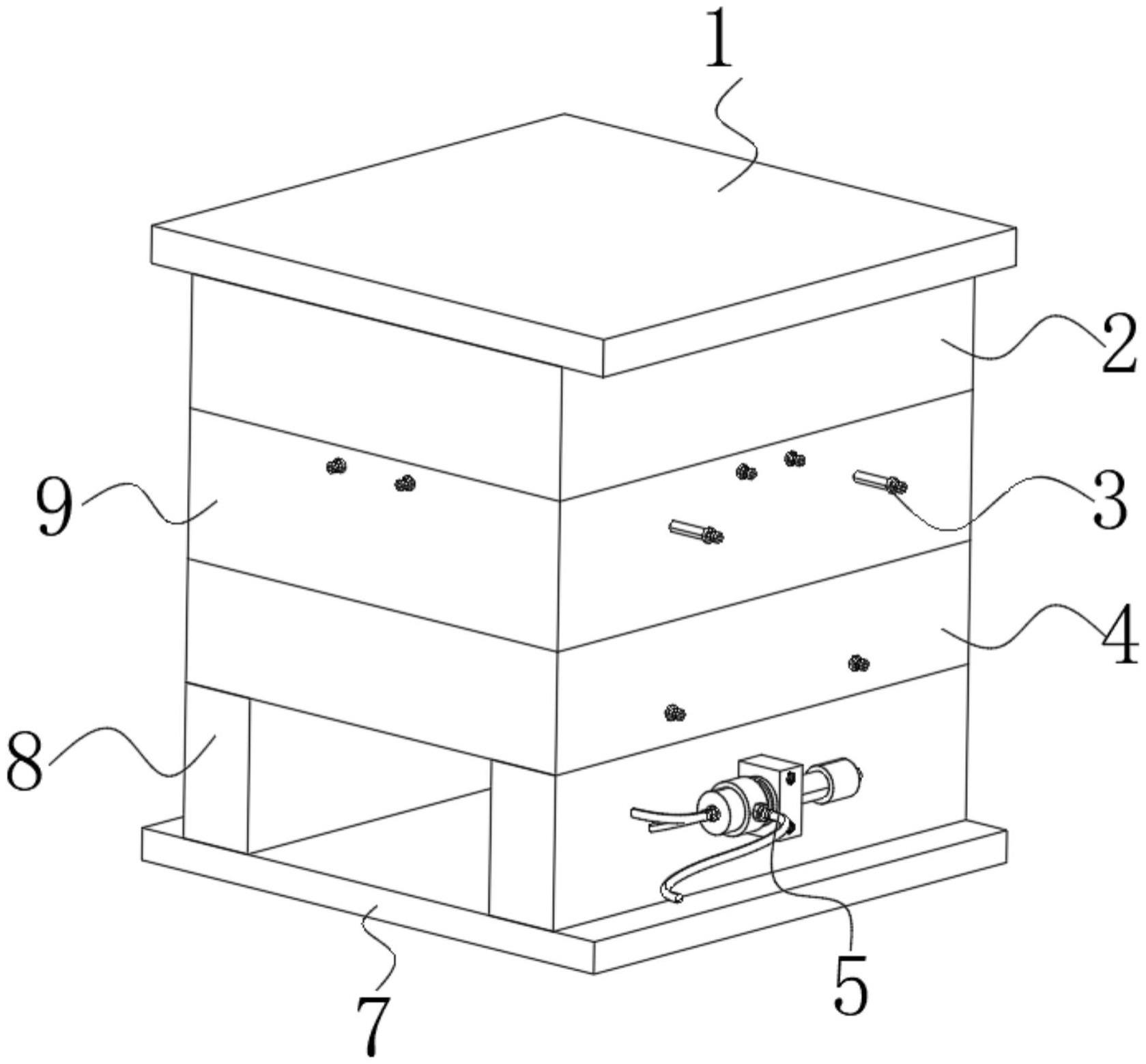
2、为了实现上述目的,本实用新型可通过下列技术方案来实现:一种多路冷却系统模具,包括:塑件、上夹持板和下夹持板,所述夹持板和所述下夹持板之间依次设置有热流道板、母模板、公模板和模脚,所述塑件位于所述母模板和所述公模板之间;
3、油路,其设置于所述公模板和所述母模板上,且油路环绕于所述塑件;
4、冷却组件,其包括对称设置于模脚一侧的冷却件,所述冷却件上卡接有分流管,所述分流管的一端朝向所述塑件。
5、本实用新型实施例,所述油路包括卡接于所述公模板和所述母模板上的管体,所述管体的一端设置有管接头。
6、本实用新型实施例,所述油路其冷却介质为油,且所述油路至少设置七路。
7、本实用新型实施例,所述公模板内设置有温度传感组件。
8、本实用新型实施例,所述温度传感组件的正负极分别由铁和镍铬合金制成。
9、本实用新型实施例,所述公模板的一侧设置有固定冷却件的固定块。
10、本实用新型实施例,所述分流管的一端设置有支撑接头。
11、本实用新型实施例,所述管体与所述管接头的连接处均设置有密封圈。
12、与现有技术相比,本申请的优点为:利用了冷却组件和油路,油通过油路经过塑件,以此实现热交换,由于油路为多组环绕于塑件,使其散热更加均匀,同时冷却组件接引冷风对塑件的内侧进行冷却,内外侧同时对塑件冷却,在提高了注塑成型的效率的同时减少了温差对产品质量的影响。
技术特征:
1.一种多路冷却系统模具,其特征在于,包括:塑件、上夹持板和下夹持板,所述夹持板和所述下夹持板之间依次设置有热流道板、母模板、公模板和模脚,所述塑件位于所述母模板和所述公模板之间;
2.根据权利要求1所述的一种多路冷却系统模具,其特征在于,所述油路包括卡接于所述公模板和所述母模板上的管体,所述管体的一端设置有管接头。
3.根据权利要求1所述的一种多路冷却系统模具,其特征在于,所述油路其冷却介质为油,且所述油路至少设置七路。
4.根据权利要求1所述的一种多路冷却系统模具,其特征在于,所述公模板内设置有温度传感组件。
5.根据权利要求4所述的一种多路冷却系统模具,其特征在于,所述温度传感组件的正负极分别由铁和镍铬合金制成。
6.根据权利要求1所述的一种多路冷却系统模具,其特征在于,所述公模板的一侧设置有固定冷却件的固定块。
7.根据权利要求1所述的一种多路冷却系统模具,其特征在于,所述分流管的一端设置有支撑接头。
8.根据权利要求2所述的一种多路冷却系统模具,其特征在于,所述管体与所述管接头的连接处均设置有密封圈。
技术总结
本技术提供了一种多路冷却系统模具,包括,塑件、上夹持板和下夹持板,所述夹持板和所述下夹持板之间依次设置有热流道板、母模板、公模板和模脚,所述塑件位于所述母模板和所述公模板之间;油路,其设置于所述公模板和所述母模板上,且油路环绕于所述塑件;冷却组件,其包括对称设置于模脚一侧的冷却件。本技术提供的多路冷却系统模具,利用了冷却组件和油路,油通过油路经过塑件,以此实现热交换,由于油路为多组环绕于塑件,使其散热更加均匀,同时冷却组件接引冷风对塑件的内侧进行冷却,内外侧同时对塑件冷却,在提高了注塑成型的效率的同时减少了温差对产品质量的影响。
技术研发人员:王刚,王国富,朱佳明,张振
受保护的技术使用者:嘉兴德鑫电子科技有限公司
技术研发日:20230414
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!