一种多工位连续式吹灌封设备的制作方法
本技术涉及食品、药品包装设备,尤其涉及一种多工位连续式吹灌封设备。
背景技术:
1、传统的吹灌封一体机为间歇式设备,生产工艺包括挤出、成型灌装和冲切等工位,成型模具在挤出工位接取切断挤出胚体,然后成型模具转移至灌装工位完成成型、灌装和封口工序,最后转移至冲切工位将产品与废料分离,生产效率偏低,同时生产过程中胚体的转移是在敞开状态下进行的,外部环境对于灌装液存在污染风险。连续式吹灌封一体机可以实现挤出、成型、灌装、封口、脱模一步到位的封闭式无菌生产,目前市场上的连续式吹灌封一体机为单工位旋转式多模一体机,只有一套模具组,包含10至20副成型模具循环运转,无法满足大批量生产需求,如果使用多台单工位旋转式多模一体机来满足大批量生产需求,会成倍增加设备成本及设备运行成本,同时也需要增加厂房空间。
技术实现思路
1、本实用新型要解决的技术问题是克服现有技术的不足,提供一种结构简单,有利于降低成本,减少所需的厂房空间,同时可提高产能的多工位连续式吹灌封设备。
2、为解决上述技术问题,本实用新型采用以下技术方案:
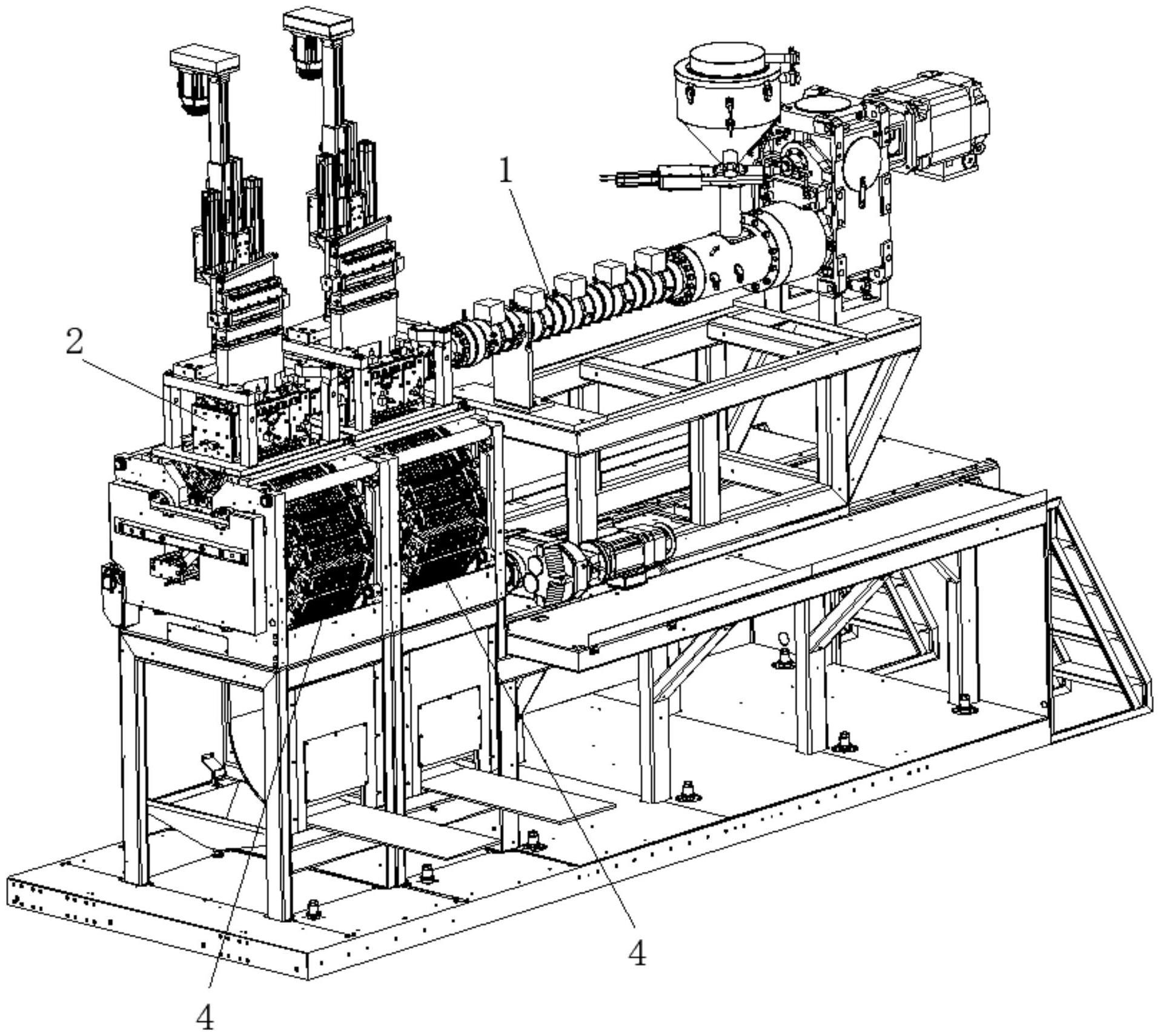
3、一种多工位连续式吹灌封设备,包括挤出机、与挤出机连接的挤出模头以及至少两个沿挤出机挤出螺杆的轴向方向布置的吹灌封工位,所述吹灌封工位包括设于所述挤出模头上的胚体出口、穿设于挤出模头中的灌针以及设于胚体出口下方的成型模具组件,所述成型模具组件包括两个成型模具单元,两个所述成型模具单元之间形成合模成型区,所述成型模具单元包括多个呈环形布置的成型模具。
4、作为上述技术方案的进一步改进:多工位连续式吹灌封设备还包括模具驱动机构,所述模具驱动机构包括驱动件、与驱动件连接的驱动轴以及多个设于驱动轴上的主动齿轮,所述成型模具设于模具传动链上,所述模具传动链连接有从动齿轮,所述主动齿轮与临近的所述从动齿轮啮合,两个所述成型模具单元的所述从动齿轮啮合。
5、作为上述技术方案的进一步改进:各所述成型模具组件分别配设有模具驱动机构,所述模具驱动机构包括驱动件、与驱动件连接的驱动轴以及设于驱动轴上的主动齿轮,所述成型模具设于模具传动链上,所述模具传动链连接有从动齿轮,所述主动齿轮与临近的所述从动齿轮啮合,两个所述成型模具单元的所述从动齿轮啮合。
6、作为上述技术方案的进一步改进:所述胚体出口包括腰圆形的第一胚体出口和第二胚体出口,所述第一胚体出口和所述第二胚体出口的两侧对称设置有均流流道,所述均流流道包括一端与所述挤出机的出料口连通的第一均流流道以及用于连通第一胚体出口中部和第二胚体出口中部的第二均流流道,所述第一均流流道另一端与所述第二均流流道中部连通,所述第二均流流道两端分别设有流速调节组件。
7、作为上述技术方案的进一步改进:还包括用于向所述挤出模头所在的区域提供洁净气体的供气部件。
8、作为上述技术方案的进一步改进:所述灌针包括灌针本体及用于安装灌针本体的灌针座,所述灌针本体与所述灌针座之间设有冷却套管,所述冷却套管下端的侧壁上设有通孔。
9、与现有技术相比,本实用新型的优点在于:本实用新型公开的多工位连续式吹灌封设备,沿挤出机螺杆的轴向方向设有至少两个吹灌封工位,各个吹灌封工位同步进行成型、灌装、封口和出料工序,使得设备产能基本上是传统的单工位旋转式多模一体机的n倍(n为吹灌封工位的数量),多个吹灌封工位沿挤出机螺杆的轴向方向排布,设备仅增加了轴向方向的尺寸或者说长度方向的尺寸,宽度方向和高度方向的尺寸保持不变,相较于设置n台单工位旋转式多模一体机,成本更低,所需要的厂房空间更少。
技术特征:
1.一种多工位连续式吹灌封设备,其特征在于:包括挤出机(1)、与挤出机(1)连接的挤出模头(2)以及至少两个沿挤出机(1)挤出螺杆的轴向方向布置的吹灌封工位,所述吹灌封工位包括设于所述挤出模头(2)上的胚体出口(21)、穿设于挤出模头(2)中的灌针(3)以及设于胚体出口(21)下方的成型模具组件(4),所述成型模具组件(4)包括两个成型模具单元(41),两个所述成型模具单元(41)之间形成合模成型区(42),所述成型模具单元(41)包括多个呈环形布置的成型模具(43)。
2.根据权利要求1所述的多工位连续式吹灌封设备,其特征在于:还包括模具驱动机构(5),所述模具驱动机构(5)包括驱动件(51)、与驱动件(51)连接的驱动轴(52)以及多个设于驱动轴(52)上的主动齿轮(53),所述成型模具(43)设于模具传动链(44)上,所述模具传动链(44)连接有从动齿轮(45),所述主动齿轮(53)与临近的所述从动齿轮(45)啮合,两个所述成型模具单元(41)的所述从动齿轮(45)啮合。
3.根据权利要求1所述的多工位连续式吹灌封设备,其特征在于:各所述成型模具组件(4)分别配设有模具驱动机构(5),所述模具驱动机构(5)包括驱动件(51)、与驱动件(51)连接的驱动轴(52)以及设于驱动轴(52)上的主动齿轮(53),所述成型模具(43)设于模具传动链(44)上,所述模具传动链(44)连接有从动齿轮(45),所述主动齿轮(53)与临近的所述从动齿轮(45)啮合,两个所述成型模具单元(41)的所述从动齿轮(45)啮合。
4.根据权利要求1至3中任一项所述的多工位连续式吹灌封设备,其特征在于:所述胚体出口(21)包括腰圆形的第一胚体出口(211)和第二胚体出口(212),所述第一胚体出口(211)和所述第二胚体出口(212)的两侧对称设置有均流流道,所述均流流道包括一端与所述挤出机(1)的出料口连通的第一均流流道(23)以及用于连通第一胚体出口(211)中部和第二胚体出口(212)中部的第二均流流道(24),所述第一均流流道(23)另一端与所述第二均流流道(24)中部连通,所述第二均流流道(24)两端分别设有流速调节组件(22)。
5.根据权利要求1至3中任一项所述的多工位连续式吹灌封设备,其特征在于:还包括用于向所述挤出模头(2)所在的区域提供洁净气体的供气部件。
6.根据权利要求1至3中任一项所述的多工位连续式吹灌封设备,其特征在于:所述灌针(3)包括灌针本体(31)及用于安装灌针本体(31)的灌针座(32),所述灌针本体(31)与所述灌针座(32)之间设有冷却套管(33),所述冷却套管(33)下端的侧壁上设有通孔(34)。
技术总结
本技术公开了一种多工位连续式吹灌封设备,包括挤出机、与挤出机连接的挤出模头以及至少两个沿挤出机挤出螺杆的轴向方向布置的吹灌封工位,吹灌封工位包括设于挤出模头上的胚体出口、穿设于挤出模头中的灌针以及设于胚体出口下方的成型模具组件,成型模具组件包括两个成型模具单元,两个成型模具单元之间形成合模成型区,成型模具单元包括多个呈环形布置的成型模具。本技术产能基本上是单工位旋转式多模一体机的n倍,多个吹灌封工位沿挤出机螺杆的轴向方向排布,设备仅增加了轴向方向的尺寸或者说长度方向的尺寸,宽度方向和高度方向的尺寸保持不变,相较于设置n台单工位旋转式多模一体机,成本更低,所需要的厂房空间更少。
技术研发人员:陈衡山,麦芝仔,许海文
受保护的技术使用者:楚天科技股份有限公司
技术研发日:20230413
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!