一种电源外壳注塑模具的制作方法
本技术涉及注塑模具,具体是一种电源外壳注塑模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。针对储能型电源的外壳在进行注塑成型时由于产品体积较大,且壳体内部为中空结构,倒扣脱模时产品导致产品侧边受损、起裂等现象发生,导致产品注塑成型后出现产品损坏等问题,不仅造成大量残次品,还严重影响产品的大规模生产。
技术实现思路
1、本实用新型的目的在于提供一种电源外壳注塑模具,以解决背景技术中的技术问题。
2、为实现前述目的,本申请提供如下技术方案:
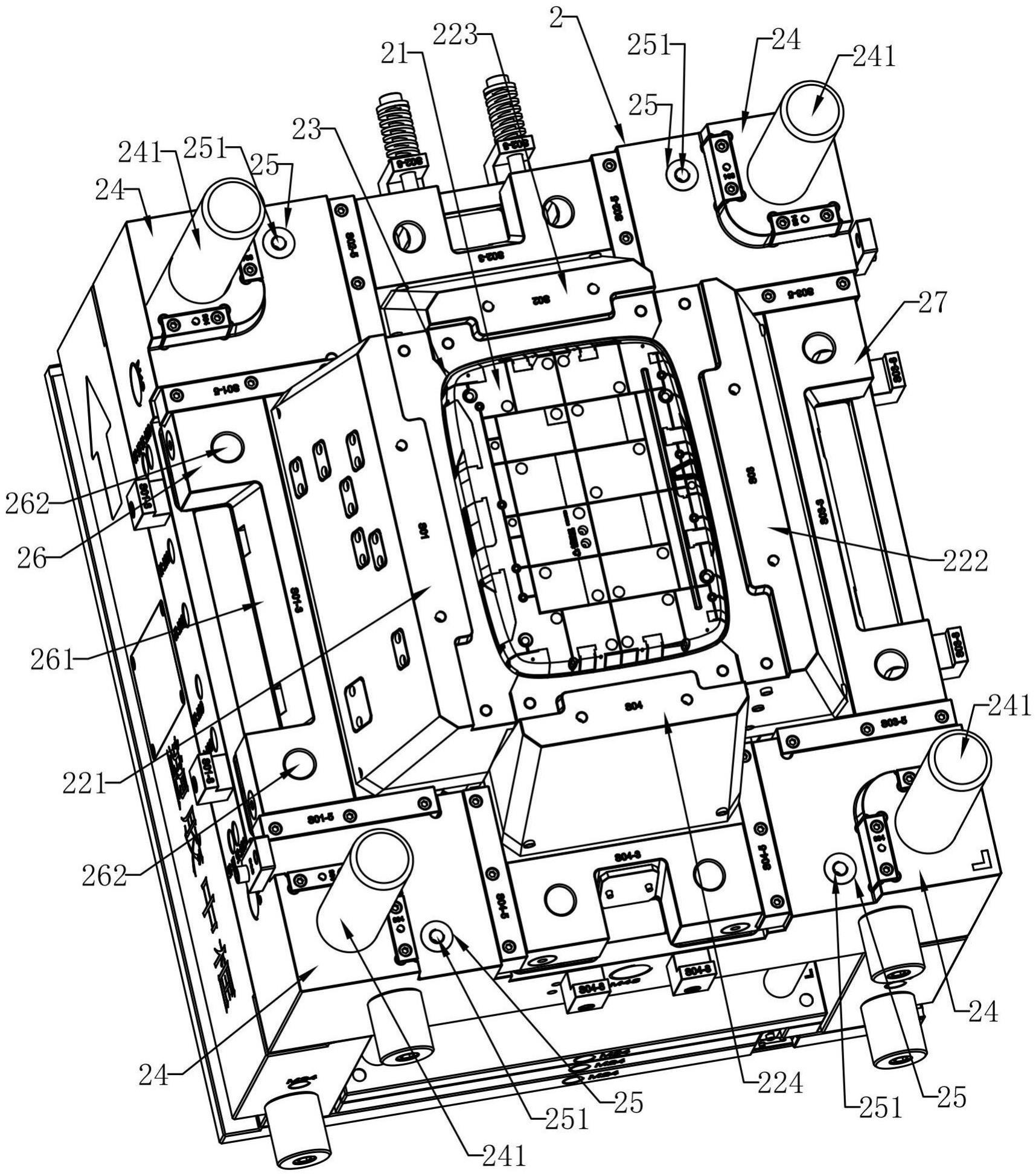
3、一种电源外壳注塑模具,包括前模和后模,所述前模设置在后模的上端,所述后模表面设有成型镶件,所述成型镶件外侧设有滑块模组,所述成型镶件与滑块模组之间形成成型腔,所述后模四个角落处均设有第一定位块,所述第一定位块上设有第一导柱,所述第一定位块侧端设有针扣,所述针扣内设有扣槽,所述前模中间设有定位腔,所述滑块模组嵌入至定位腔内并与定位腔相匹配,所述前模四个角落处均设有第一定位槽,所述第一定位槽中间设有第一柱型槽,所述第一柱型槽与第一导柱相匹配,所述第一定位槽外侧设有撞针,所述撞针与扣槽相匹配。
4、进一步的,所述滑块模组包括第一滑块、第二滑块、第三滑块和第四滑块,所述第一滑块和第二滑块结构相同且对称安装在成型镶件的左右两端,所述第三滑块和第四滑块结构相同且对称安装在成型镶件的前后两端。
5、进一步的,所述定位腔内部设有耐磨组件,所述耐磨组件与滑块模组的外侧面相抵接,所述耐磨组件包括第一耐磨块、第二耐磨块、第三耐磨块和第四耐磨块,所述第一耐磨块和第二耐磨块结构相同且对称安装在定位腔的左右两端,所述第三耐磨块和第四耐磨块结构相同且对称安装在定位腔的前后两端。
6、进一步的,所述后模上设有第一铲块和第二铲块,所述第一铲块和第二铲块结构相同且对称安装在滑块模组的左右两端。
7、进一步的,所述第一铲块为c型结构,所述第一铲块的外侧面为第一斜面,所述第一铲块上设有若干第二柱形槽,所述第二柱形槽为斜槽。
8、进一步的,所述前模上设有第一铲基和第二铲基,所述第一铲基和第二铲基结构相同且对称安装在定位腔左右两端。
9、进一步的,所述第一铲基与第一铲块相匹配,所述第一铲基的内侧面为第二斜面,所述第二斜面与第一斜面相匹配。
10、进一步的,所述第一铲基侧端设有若干第一斜导柱,所述第一斜导柱与第二柱形槽相匹配。
11、与现有技术相比,本装置通过在后模的成型镶件外侧设置滑块模组,并在前模上设置与滑块模组相匹配的定位腔;通过分别在后模和前模上分别设置针口和撞针,进一步保证脱模倒扣过程中前模和后模的顺利分离,不仅有利于提高装置的稳定性,还能有效提高产品的合格率和生产效率,降低产品的不良率。
技术特征:
1.一种电源外壳注塑模具,其特征在于:包括前模和后模,所述前模设置在后模的上端,所述后模表面设有成型镶件,所述成型镶件外侧设有滑块模组,所述成型镶件与滑块模组之间形成成型腔,所述后模四个角落处均设有第一定位块,所述第一定位块上设有第一导柱,所述第一定位块侧端设有针扣,所述针扣内设有扣槽,所述前模中间设有定位腔,所述滑块模组嵌入至定位腔内并与定位腔相匹配,所述前模四个角落处均设有第一定位槽,所述第一定位槽中间设有第一柱型槽,所述第一柱型槽与第一导柱相匹配,所述第一定位槽外侧设有撞针,所述撞针与扣槽相匹配。
2.根据权利要求1所述的一种电源外壳注塑模具,其特征在于:所述滑块模组包括第一滑块、第二滑块、第三滑块和第四滑块,所述第一滑块和第二滑块结构相同且对称安装在成型镶件的左右两端,所述第三滑块和第四滑块结构相同且对称安装在成型镶件的前后两端。
3.根据权利要求2所述的一种电源外壳注塑模具,其特征在于:所述定位腔内部设有耐磨组件,所述耐磨组件与滑块模组的外侧面相抵接,所述耐磨组件包括第一耐磨块、第二耐磨块、第三耐磨块和第四耐磨块,所述第一耐磨块和第二耐磨块结构相同且对称安装在定位腔的左右两端,所述第三耐磨块和第四耐磨块结构相同且对称安装在定位腔的前后两端。
4.根据权利要求1所述的一种电源外壳注塑模具,其特征在于:所述后模上设有第一铲块和第二铲块,所述第一铲块和第二铲块结构相同且对称安装在滑块模组的左右两端。
5.根据权利要求4所述的一种电源外壳注塑模具,其特征在于:所述第一铲块为c型结构,所述第一铲块的外侧面为第一斜面,所述第一铲块上设有若干第二柱形槽,所述第二柱形槽为斜槽。
6.根据权利要求4所述的一种电源外壳注塑模具,其特征在于:所述前模上设有第一铲基和第二铲基,所述第一铲基和第二铲基结构相同且对称安装在定位腔左右两端。
7.根据权利要求6所述的一种电源外壳注塑模具,其特征在于:所述第一铲基与第一铲块相匹配,所述第一铲基的内侧面为第二斜面,所述第二斜面与第一斜面相匹配。
8.根据权利要求7所述的一种电源外壳注塑模具,其特征在于:所述第一铲基侧端设有若干第一斜导柱,所述第一斜导柱与第二柱形槽相匹配。
技术总结
本申请提供的一种电源外壳注塑模具,包括前模和后模,所述前模设置在后模的上端,所述后模表面设有成型镶件,所述成型镶件外侧设有滑块模组,所述后模四个角落处均设有第一定位块,所述第一定位块上设有第一导柱,所述第一定位块侧端设有针扣,所述滑块模组嵌入至定位腔内并与定位腔相匹配,所述前模四个角落处均设有第一定位槽,所述第一定位槽中间设有第一柱型槽。本装置通过在后模的成型镶件外侧设置滑块模组,并在前模上设置与滑块模组相匹配的定位腔;通过分别在后模和前模上分别设置针口和撞针,进一步保证脱模倒扣过程中前模和后模的顺利分离,不仅有利于提高装置的稳定性,还能有效提高产品的合格率和生产效率,降低产品的不良率。
技术研发人员:肖晓方
受保护的技术使用者:东莞市圣锐模具科技有限公司
技术研发日:20230419
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!