一种L型背负机机架定型钻孔一体化装置的制作方法
本技术涉及定型钻孔一体化,具体为一种l型背负机机架定型钻孔一体化装置。
背景技术:
1、机架吹塑后温度仍较高、材质较软,l型机架易变形,因此需要立即在专用工装上进行定型,防止产生大的变形,定型后的机架再转运至加工区域进行钻孔,要用到l型背负机机架定型钻孔一体化装置。
2、现有的l型背负机机架加工吹塑后需要在专用工装上进行定型,待冷却至常温后再转至加工区域,进行钻孔加工,这种方式零部件制造周期长、多处转运浪费人工、占用空间,并且机架上的孔有多个,钻孔过程较为繁琐,为此,我们提出一种l型背负机机架定型钻孔一体化装置。
技术实现思路
1、本实用新型的目的在于提供一种l型背负机机架定型钻孔一体化装置,以解决上述背景技术中提出由于现有的l型背负机机架加工吹塑后需要在专用工装上进行定型,待冷却至常温后再转至加工区域,进行钻孔加工,这种方式零部件制造周期长、多处转运浪费人工、占用空间,并且机架上的孔有多个,钻孔过程较为繁琐的问题。
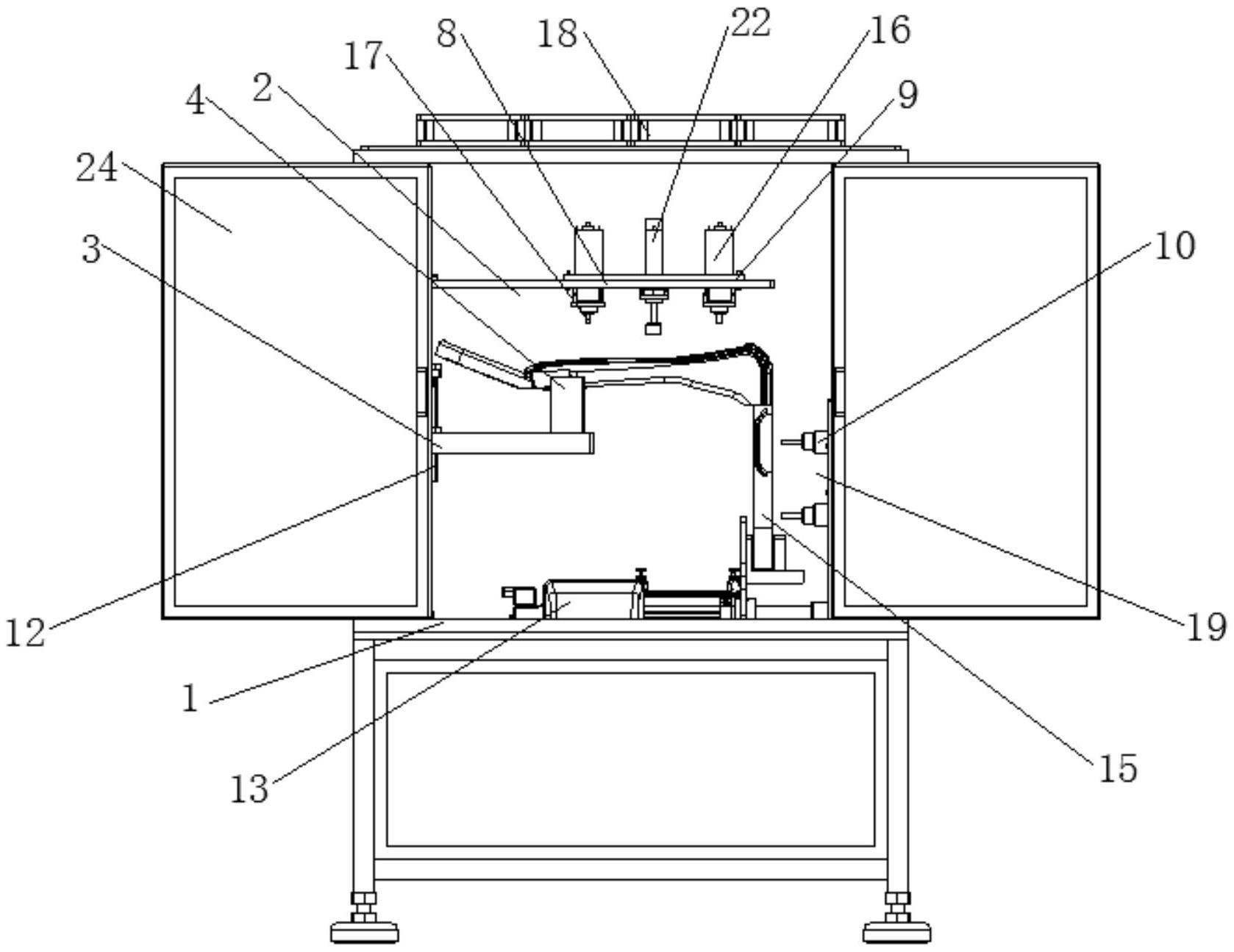
2、为实现上述目的,本实用新型提供如下技术方案:一种l型背负机机架定型钻孔一体化装置,包括:
3、台面板,所述台面板上方的一侧设置有竖直进给组件,所述台面板上方的另一侧设置有水平进给组件;
4、水平定位板,其设置在所述竖直进给组件内,所述水平定位板一侧的两端均安装有竖直定位块,所述竖直定位块的上方安装有竖直进给板,且竖直进给板的上方安装有竖直进给电机固定座,所述竖直进给板下方的中部连接有竖直推送气缸,所述竖直进给板的两侧均安装有竖直滑套,且竖直滑套的内部安装有竖直滑轨,所述竖直进给板内的中部安装有第二弹簧定位器,且第二弹簧定位器的两侧均安装有第二电机,所述第二电机的下方连接有第二钻头;
5、竖直定位板,其设置在所述水平进给组件内,所述竖直定位板的一侧安装有水平进给板,且水平进给板的一侧安装有水平进给电机固定座,所述水平进给板的一侧连接有水平推送气缸,所述水平进给板一侧的两端均设置有水平滑套,且水平滑套的内部安装有水平滑轨,所述水平进给电机固定座内的中部安装有第一弹簧定位器,且第一弹簧定位器的两端均安装有第一电机,所述第一电机的内侧连接有第一钻头;
6、定型风机,其安装在所述台面板的上方,所述台面板外一端的两侧均安装有封闭门。
7、优选的,所述竖直定位块关于水平定位板的竖直中心线呈对称分布,且竖直定位块与水平定位板通过螺栓相连接。
8、优选的,所述竖直进给组件由竖直滑套、竖直滑轨、竖直进给板、竖直推送气缸、第二电机、第二钻头以及第二弹簧定位器组成,所述竖直推送气缸与竖直进给板之间构成伸缩结构,且竖直进给板与竖直进给电机固定座固定连接,所述竖直滑轨贯穿于竖直滑套的内部。
9、优选的,所述第二电机与第二钻头之间构成转动结构,且第二弹簧定位器的下端低于第二钻头的高度。
10、优选的,所述水平进给组件由水平进给板、第一电机、第一钻头、水平推送气缸、第一弹簧定位器、竖直定位板、水平滑套、水平滑轨以及水平进给电机固定座组成,所述水平推送气缸与竖直定位板之间构成伸缩结构,且竖直定位板与台面板相互垂直。
11、优选的,所述第一电机与第一钻头之间转动结构,且第一钻头与台面板相互平行。
12、优选的,所述定型风机与台面板相互连通,且定型风机之间等距分布。
13、与现有技术相比,本实用新型提供了一种l型背负机机架定型钻孔一体化装置,具备以下有益效果:
14、本实用新型通过定型风机能够向台面板内吹出冷风,从而便于在吹塑后,对工件进行定型,第二电机能带动第二钻头进行转动,从而能对机架进行上端面的钻孔,水平推送气缸能够带动竖直定位板以及第一电机同步水平移动,通过第一电机能够带动第一钻头转动,便于对机架进行侧面的钻孔操作,避免了现有的l型背负机机架加工吹塑后需要在专用工装上进行定型,待冷却至常温后再转至加工区域,进行钻孔加工,这种方式零部件制造周期长、多处转运浪费人工、占用空间,并且机架上的孔有多个,钻孔过程较为繁琐的问题。
技术特征:
1.一种l型背负机机架定型钻孔一体化装置,其特征在于,包括:
2.根据权利要求1所述的一种l型背负机机架定型钻孔一体化装置,其特征在于,所述竖直定位块(4)关于水平定位板(3)的竖直中心线呈对称分布,且竖直定位块(4)与水平定位板(3)通过螺栓相连接。
3.根据权利要求1所述的一种l型背负机机架定型钻孔一体化装置,其特征在于,所述竖直进给组件(2)由竖直滑套(5)、竖直滑轨(7)、竖直进给板(8)、竖直推送气缸(12)、第二电机(16)、第二钻头(17)以及第二弹簧定位器(22)组成,所述竖直推送气缸(12)与竖直进给板(8)之间构成伸缩结构,且竖直进给板(8)与竖直进给电机固定座(9)固定连接,所述竖直滑轨(7)贯穿于竖直滑套(5)的内部。
4.根据权利要求1所述的一种l型背负机机架定型钻孔一体化装置,其特征在于,所述第二电机(16)与第二钻头(17)之间构成转动结构,且第二弹簧定位器(22)的下端低于第二钻头(17)的高度。
5.根据权利要求1所述的一种l型背负机机架定型钻孔一体化装置,其特征在于,所述水平进给组件(19)由水平进给板(6)、第一电机(10)、第一钻头(11)、水平推送气缸(13)、第一弹簧定位器(14)、竖直定位板(15)、水平滑套(20)、水平滑轨(21)以及水平进给电机固定座(23)组成,所述水平推送气缸(13)与竖直定位板(15)之间构成伸缩结构,且竖直定位板(15)与台面板(1)相互垂直。
6.根据权利要求1所述的一种l型背负机机架定型钻孔一体化装置,其特征在于,所述第一电机(10)与第一钻头(11)之间转动结构,且第一钻头(11)与台面板(1)相互平行。
7.根据权利要求1所述的一种l型背负机机架定型钻孔一体化装置,其特征在于,所述定型风机(18)与台面板(1)相互连通,且定型风机(18)之间等距分布。
技术总结
本技术公开了一种L型背负机机架定型钻孔一体化装置,包括台面板,所述台面板上方的一侧设置有竖直进给组件,所述台面板上方的另一侧设置有水平进给组件。该L型背负机机架定型钻孔一体化装置,与现有的装置相比,通过通过定型风机能够向台面板内吹出冷风,从而便于在吹塑后,对工件进行定型,第二电机能带动第二钻头进行转动,从而能对机架进行上端面的钻孔,水平推送气缸能够带动竖直定位板以及第一电机同步水平移动,通过第一电机能够带动第一钻头转动,便于对机架进行侧面的钻孔操作,避免机架加工吹塑后需要在专用工装上进行定型,再转至加工区域,进行钻孔加工,造成的制造周期长、浪费人工、占用空间,且钻孔过程较为繁琐的问题。
技术研发人员:孙宗涛,刘本栋,任明建,杨民,王莹,王龙,宋文彪
受保护的技术使用者:山东金奥机械有限公司
技术研发日:20230419
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!