一种采用螺旋脱模的模具的制作方法
本技术属于模具开发,具体涉及一种采用螺旋脱模的模具。
背景技术:
1、现有一种产品,如图1所示,柱体的上端面与下端面均设置有槽口,柱体的表面设置有螺旋条,采用一体成型的话,无法正常脱模,需要采用传统的方式:将该产品分作两半(沿中心线分割)来进行注塑成型,再通过两边走滑块的方式脱模,最后再将这两半产品拼接组合,以此方式生产出来的产品,在拼接处会出现线条,影响产品质量,客户不满意。
2、因此,设计了一种采用螺旋脱模的模具来解决上述问题。
3、应该注意,上面对技术背景的介绍只是为了方便对本实用新型的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本实用新型的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现思路
1、为克服上述现有技术中的不足,本实用新型目的在于提供一种采用螺旋脱模的模具。
2、为实现上述目的及其他相关目的,本实用新型提供的技术方案是:一种采用螺旋脱模的模具,包括模具本体,所述模具本体的内部设置有螺旋脱模机构,所述螺旋脱模机构包括同步转动设置的第一传动齿轮和第二传动齿轮,所述第二传动齿轮位于所述第一传动齿轮的下方,所述第二传动齿轮的直径大于所述第二传动齿轮的直径;所述第一传动齿轮与一传动齿条啮合设置,所述传动齿条与一驱动装置传动相连;所述第二传动齿轮的四周设置有若干个均布的第三传动齿轮;
3、所述第三传动齿轮包括其上端的圆柱轴和下端的螺旋柱,所述圆柱轴设置有上套筒,所述螺旋柱设置有下套筒,所述下套筒与所述螺旋柱通过螺纹相连;所述第三传动齿轮的圆柱轴的内部开设有型腔,所述型腔的上方设置有上顶柱,所述型腔的下方设置有下顶柱,所述下顶柱的外部设置有支撑套,所述下顶柱与所述支撑套的下端均伸出所述螺旋柱设置,所述下顶柱的下端伸出所述支撑套设置;所述型腔与所述模具本体内的注塑通道连通设置。
4、优选的技术方案为:所述注塑通道包括注塑口、注塑总道以及若干注塑分道,所述注塑分道与所述第三传动齿轮的数量相等,各型腔与各注塑分道一一对应连通设置。
5、优选的技术方案为:所述驱动装置包括气缸、用于固定气缸的固定板、设置在所述模具本体上的安装板,所述固定板与所述安装板之间设置有导柱。
6、优选的技术方案为:所述第三传动齿轮共设置有四个且分别啮合设置在所述第二传动齿轮的外侧。
7、由于上述技术方案运用,本实用新型与现有技术相比具有的优点是:
8、本实用新型设计的采用螺旋脱模的模具,无需再将产品分成两半生产,可以令产品一体成型,成型后通过旋转脱模机构旋转脱模,不会出现拼接线,保证产品质量,得到客户认可,旋转脱模效率高,而且不会损伤产品,实用性强,适合推广。
技术特征:
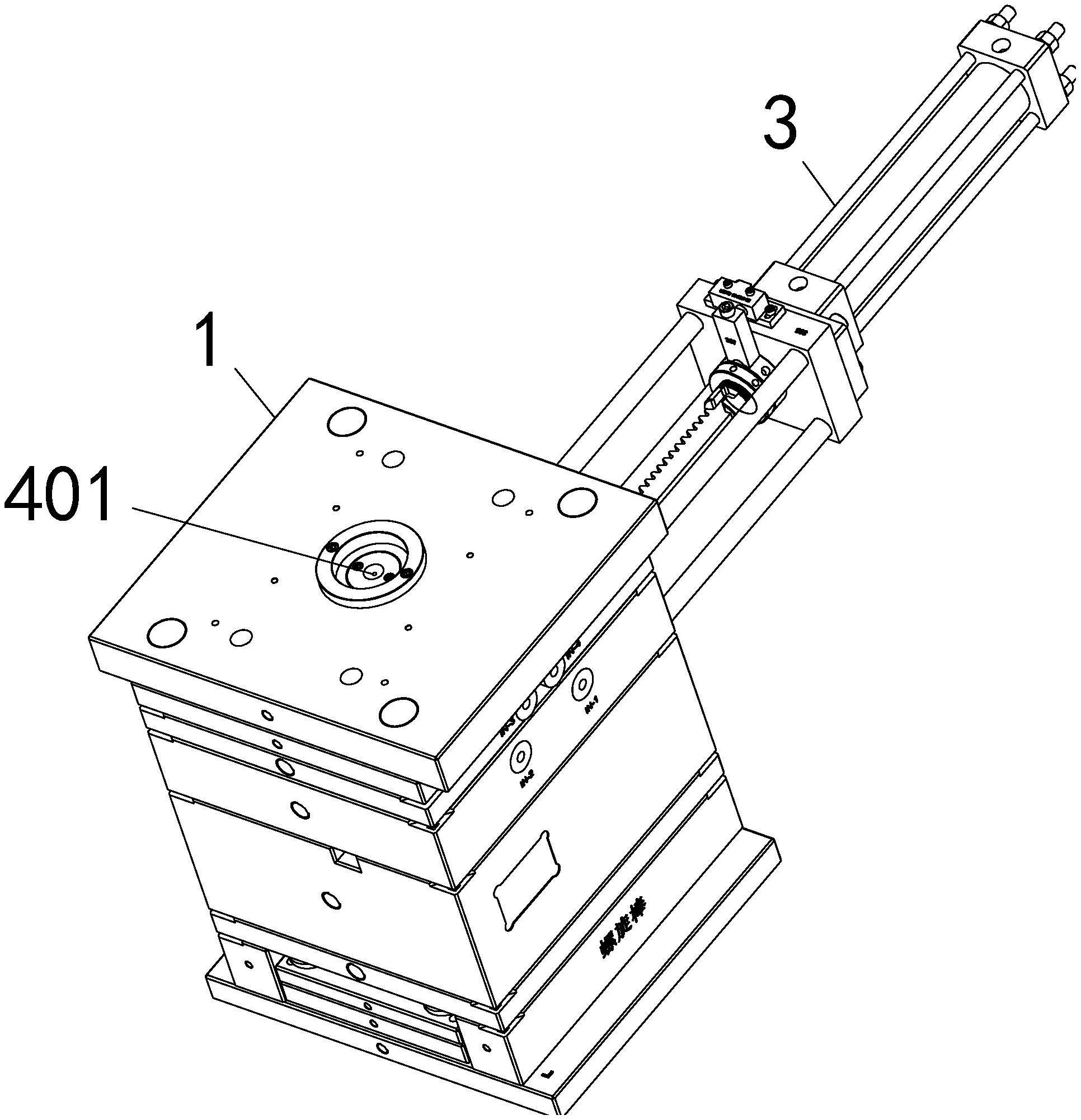
1.一种采用螺旋脱模的模具,包括模具本体(1),所述模具本体(1)的内部设置有螺旋脱模机构(2),其特征在于:所述螺旋脱模机构(2)包括同步转动设置的第一传动齿轮(21)和第二传动齿轮(22),所述第二传动齿轮(22)位于所述第一传动齿轮(21)的下方,所述第二传动齿轮(22)的直径大于所述第二传动齿轮(22)的直径;所述第一传动齿轮(21)与一传动齿条(23)啮合设置,所述传动齿条(23)与一驱动装置(3)传动相连;所述第二传动齿轮(22)的四周设置有若干个均布的第三传动齿轮(24);
2.根据权利要求1所述的一种采用螺旋脱模的模具,其特征在于:所述注塑通道(41)包括注塑口(401)、注塑总道(402)以及若干注塑分道(403),所述注塑分道(403)与所述第三传动齿轮(24)的数量相等,各型腔(2403)与各注塑分道(403)一一对应连通设置。
3.根据权利要求2所述的一种采用螺旋脱模的模具,其特征在于:所述驱动装置(3)包括气缸(301)、用于固定气缸(301)的固定板(302)、设置在所述模具本体(1)上的安装板(303),所述固定板(302)与所述安装板(303)之间设置有导柱(304)。
4.根据权利要求3所述的一种采用螺旋脱模的模具,其特征在于:所述第三传动齿轮(24)共设置有四个且分别啮合设置在所述第二传动齿轮(22)的外侧。
技术总结
一种采用螺旋脱模的模具,包括模具本体,所述模具本体的内部设置有螺旋脱模机构,所述螺旋脱模机构包括同步转动设置的第一传动齿轮和第二传动齿轮,所述第二传动齿轮位于所述第一传动齿轮的下方,所述第二传动齿轮的直径大于所述第二传动齿轮的直径;所述第一传动齿轮与一传动齿条啮合设置,所述传动齿条与一驱动装置传动相连;所述第二传动齿轮的四周设置有若干个均布的第三传动齿轮。本技术设计的采用螺旋脱模的模具,无需再将产品分成两半生产,可以令产品一体成型,成型后通过旋转脱模机构旋转脱模,不会出现拼接线,保证产品质量,得到客户认可,旋转脱模效率高,而且不会损伤产品,实用性强,适合推广。
技术研发人员:费天来
受保护的技术使用者:昆山科茂精工科技有限公司
技术研发日:20230428
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!