一种新型前模斜弹内部同时做斜顶机构的制作方法
本技术涉及的是注塑模具,具体涉及一种新型前模斜弹内部同时做斜顶机构。
背景技术:
1、在日常生活中,人们所需要的各种各样的产品塑胶件都是由模具注塑成型生产出来。随着生活水平提高,人们对产品提出更高要求,传统的设计制造工艺已经不能满足这日益增长的高质量要求。比如产品前模出现多次倒扣,采用现有的斜弹模具受技术制约,已经无法满足不了,一般采用增加行位,分多个顺序开模,这样大大的加长了产品的生产周期,增加加工制造成本。为了解决斜弹多次倒扣出模难题,提升模具的创新技术,设计一种新型前模斜弹内部同时做斜顶机构尤为必要。
技术实现思路
1、针对现有技术上存在的不足,本实用新型目的是在于提供一种新型前模斜弹内部同时做斜顶机构,结构简单,设计合理,实现斜弹内部多次倒扣一次性同步出模,缩短生产周期,提高模具的生产效率,降低加工制造成本,适用性广,量产性强,易于推广使用。
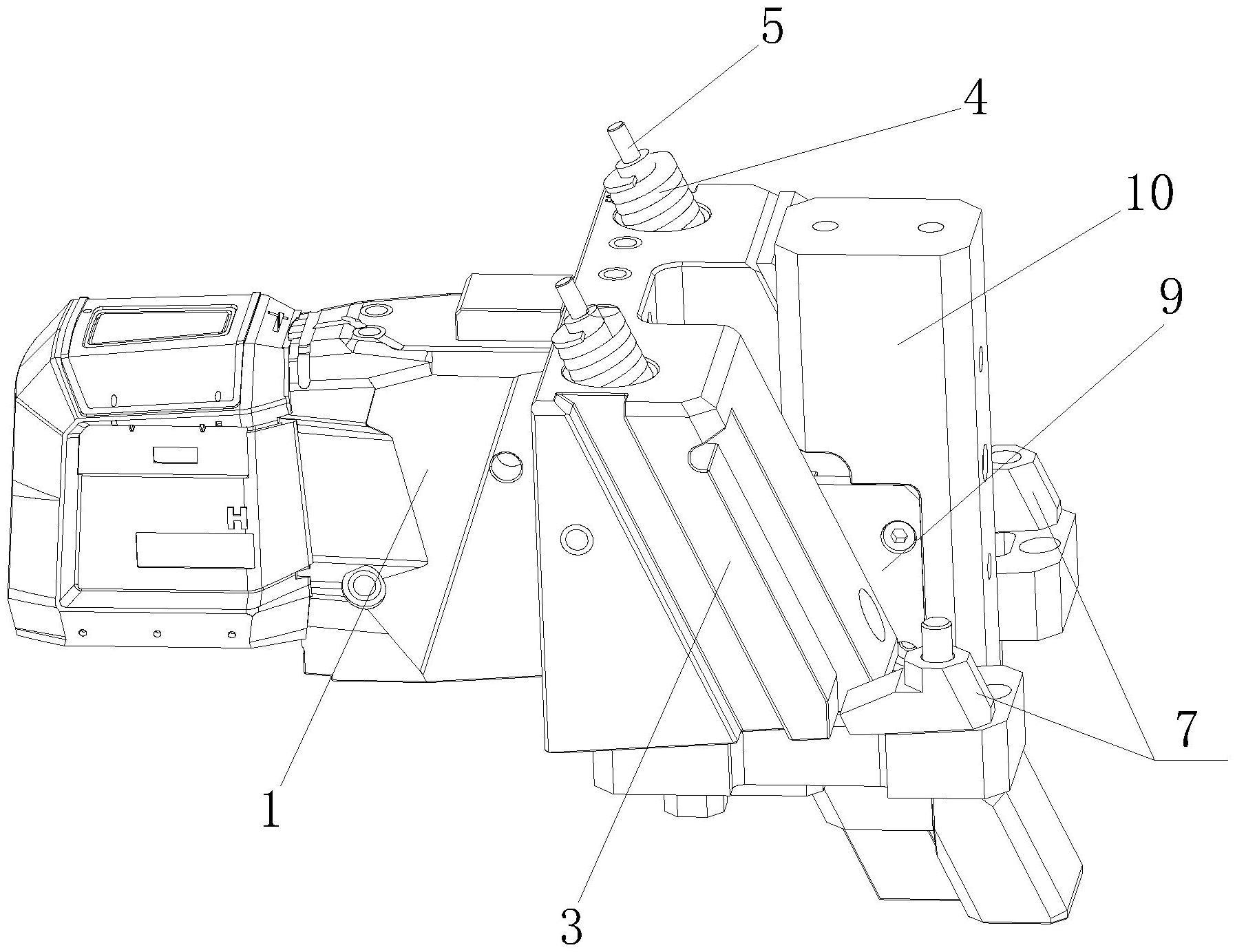
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种新型前模斜弹内部同时做斜顶机构,包括前模斜弹镶件、前模斜顶、斜弹、弹簧、弹簧导向针、行位导向板、行位限位块、行位拉钩、斜顶导向块和铲鸡,前模斜弹镶件内部安装有前模斜顶,前模斜弹镶件与前模斜顶因导向管位不一样,两者运动轨迹不一致,而前模斜弹镶件固定安装在斜弹上,前模斜弹镶件与斜弹的运动轨迹一致,斜弹中通过弹簧导向针安装有弹簧,斜弹安装在行位导向板上,斜弹的底部设置有给斜弹限位的行位限位块,斜弹底部还设置有两个为斜弹提供动力的行位拉钩,其中一个行位拉钩安装在斜弹上,另一个行位拉钩安装在模胚b板上;所述的前模斜顶的端部抵接在斜顶导向块中,斜顶导向块用于固定和导向斜顶运动轨迹,斜顶导向块安装在铲鸡上。
3、作为优选,所述的斜顶导向块内部设置有一段直边和斜边,斜边位于直边底部,前模斜顶的端部移动设置在直边和斜边中。
4、作为优选,所述的斜弹的背部设置有耐磨和防止斜弹后退的行位背耐磨板,行位背耐磨板安装在模胚a板上。
5、作为优选,所述的斜弹的底部设置有耐磨和防止斜弹插烧的行位底耐磨板,行位底耐磨板安装在模胚b板上。
6、作为优选,所述的弹簧导向针安装在模胚a板上,为导向弹簧作用;行位导向板安装在模胚a板上,给斜弹提供导向作用;行位限位块安装在模胚a板上,用于给斜弹限位;铲鸡安装在模胚a板上,用于安装固定斜顶导向块、防止前模斜顶后退。
7、本实用新型的有益效果:本机构动作简单快捷,通过前模斜弹出模同时带动斜顶脱模,实现斜弹内部多次倒扣一次性同步出模,缩短生产周期,提高模具的生产效率,改善产品的整体品质,大大降低模具加工制造成本,适用性广,量产性强,应用前景广阔。
技术特征:
1.一种新型前模斜弹内部同时做斜顶机构,其特征在于,包括前模斜弹镶件(1)、前模斜顶(2)、斜弹(3)、弹簧(4)、弹簧导向针(5)、行位导向板(6)、行位限位块(7)、行位拉钩(8)、斜顶导向块(9)和铲鸡(10),前模斜弹镶件(1)内部安装有前模斜顶(2),前模斜弹镶件(1)固定安装在斜弹(3)上,斜弹(3)中通过弹簧导向针(5)安装有弹簧(4),斜弹(3)安装在行位导向板(6)上,斜弹(3)的底部设置有给斜弹限位的行位限位块(7),斜弹(3)底部还设置有两个为斜弹提供动力的行位拉钩(8),其中一个行位拉钩(8)安装在斜弹(3)上,另一个行位拉钩(8)安装在模胚b板上;所述的前模斜顶(2)的端部抵接在斜顶导向块(9)中,斜顶导向块(9)安装在铲鸡(10)上。
2.根据权利要求1所述的一种新型前模斜弹内部同时做斜顶机构,其特征在于,所述的斜顶导向块(9)内部设置有一段直边和斜边,斜边位于直边底部,前模斜顶(2)的端部移动设置在直边和斜边中。
3.根据权利要求1所述的一种新型前模斜弹内部同时做斜顶机构,其特征在于,所述的斜弹(3)的背部设置有耐磨和防止斜弹后退的行位背耐磨板(11),行位背耐磨板(11)安装在模胚a板上。
4.根据权利要求1所述的一种新型前模斜弹内部同时做斜顶机构,其特征在于,所述的斜弹(3)的底部设置有耐磨和防止斜弹插烧的行位底耐磨板(12),行位底耐磨板(12)安装在模胚b板上。
技术总结
本技术公开了一种新型前模斜弹内部同时做斜顶机构,它涉及注塑模具技术领域。前模斜弹镶件内部安装有前模斜顶,前模斜弹镶件固定安装在斜弹上,斜弹中通过弹簧导向针安装有弹簧,斜弹安装在行位导向板上,斜弹的底部设置有给斜弹限位的行位限位块,斜弹底部还设置有两个为斜弹提供动力的行位拉钩;所述的前模斜顶的端部抵接在斜顶导向块中,斜顶导向块用于固定和导向斜顶运动轨迹,斜顶导向块安装在铲鸡上。本技术动作简单快捷,实现斜弹内部多次倒扣一次性同步出模,缩短生产周期,提高生产效率,降低模具加工制造成本,适用性广,应用前景广阔。
技术研发人员:黄兵,向德文,杨平
受保护的技术使用者:鸿利达模具科技(中山)有限公司
技术研发日:20230515
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!