一种内饰件热压成型生产线的制作方法
本技术属于热压成型领域,具体涉及一种内饰件热压成型生产线。
背景技术:
1、目前的汽车内饰件(如顶棚等),是通过板材和面料二者进行相互压制后成型的,现有技术中的内饰件生产线采用的是直列式生产线,这种生产线通用化程度不高,而且场地占用比较大,需要在生产线两侧布置多个机械手,造成生产成本居高不下,同时这种生产线的维护产本也高。
技术实现思路
1、为了解决现有技术中的一个或多个上述缺陷,本实用新型所要解决的技术问题是提供一种内饰件热压成型生产线,该生产线结构简单,能够极大的提高内饰件的热压成型效率,有效降低生产成本,节省人力。
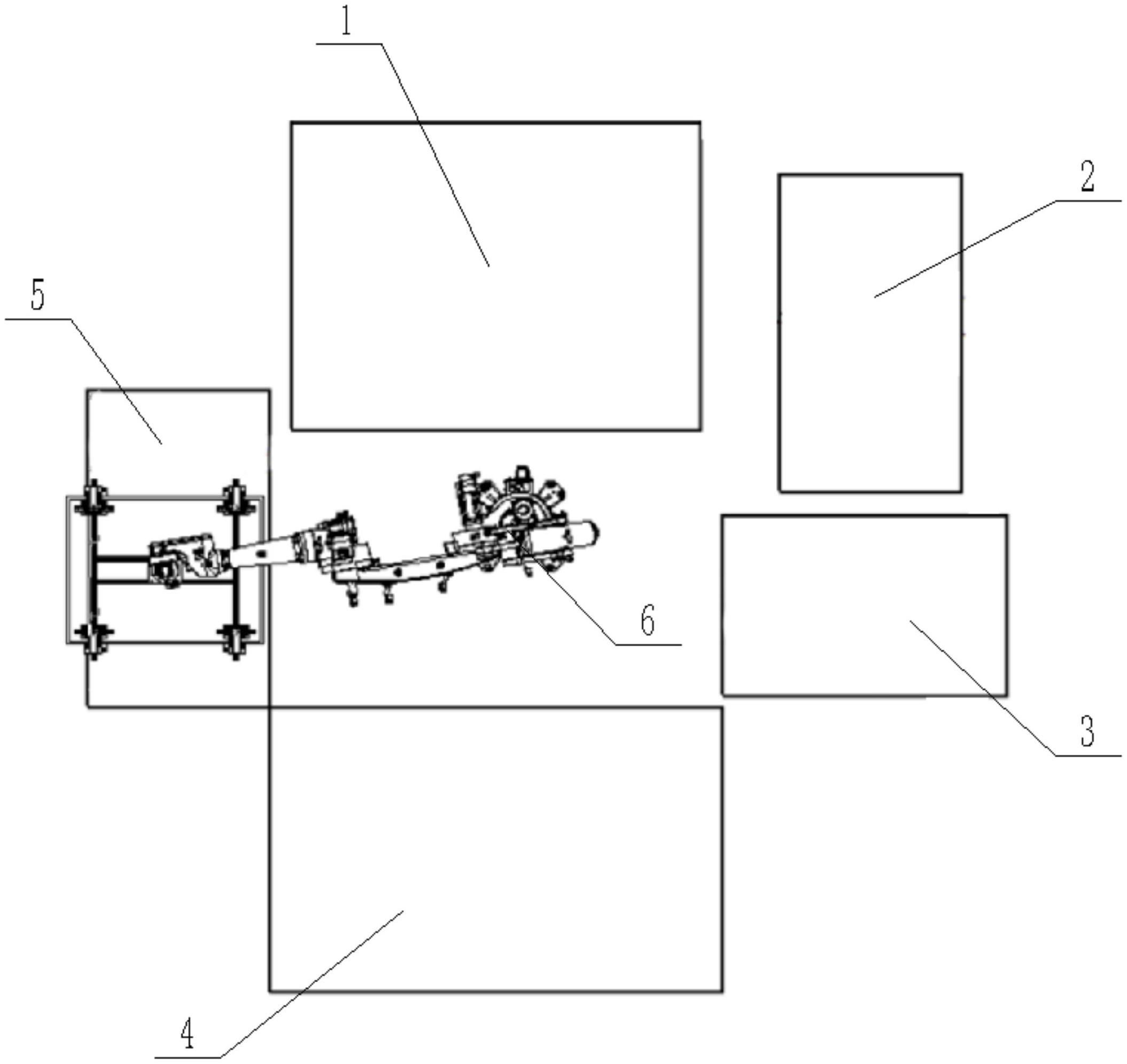
2、为实现上述目的,本实用新型提供了一种内饰件热压成型生产线,包括:
3、一面料堆放区;
4、一板材堆放区,所述板材堆放区和面料堆放区相邻;
5、一压机,所述压机和板材堆放区相邻;
6、一成型区,所述成型区和压机相邻;
7、一烘箱,所述烘箱处于面料堆放区和成型区之间;
8、所述面料堆放区、板材堆放区、压机、成型区和烘箱围合呈一环状体,一机械手处于该环状体中部,所述机械手上连接有一面料板材抓取组件。
9、进一步的,所述面料板材抓取组件包括抓取支架,所述抓取支架中部具有一连接板,所述连接板上连接有多个悬臂;所述悬臂上连接有抓取机构,所述悬臂上的多个抓取机构下方共同固定有一夹框,所述夹框下方固定有若干穿刺杆。
10、进一步的,所述压机四周具有若干定位座,所述定位座上固定有定位销,所述夹框外侧具有定位支板,所述定位支板上开设有和所述定位销相匹配的定位孔。
11、进一步的,所述定位座上还固定有压紧气缸,所述压紧气缸采用旋压气缸。
12、进一步的,所述抓取机构包括抓取块,所述抓取块上连接有柔性抓取板,所述柔性抓取板两侧还具有倾斜的翼板,两翼板上分别固定有抓取气缸,所述抓取气缸末端固定有一推板,所述推板上固定有若干销杆叉头,所述柔性抓取板上开设有和销杆叉头相匹配的让位槽。
13、进一步的,所述柔性抓取板上固定连接有导向销,所述导向销外套设有复位弹簧,所述导向销顶部固定有限位头。
14、进一步的,所述推板的左侧区域和右侧区域均固定有两个销杆叉头,所述翼板的倾斜角度为30度。
15、进一步的,所述抓取块侧面固定连接有由连接侧板和限位侧板组成的夹持机构,所述连接侧板上固定有一夹持气缸,所述夹持气缸上固定有一可穿过限位侧板的连接销,所述夹框顶部具有多个吊耳,并通过穿过吊耳的连接销将夹框进行定位。
16、本实用新型的有益效果是:
17、第一,该生产线结构简单,通过环状布置,在安装机械手之后,采用单个机械手即可完成汽车内饰的压制工序,能够极大的提高内饰件的热压成型效率,有效降低生产成本,节省人力;
18、第二,通过在压机四周固定定位座,能够在定位板材以及面料的时候更加快捷,使其压制的时候不会发生错位等现象,确保压制效果;
19、第三,通过穿刺杆和销杆的共同作用,能够使得板材或者面料在被抓取的时候能够更加牢固,在转运的时候不会发生脱落。
技术特征:
1.一种内饰件热压成型生产线,其特征在于,包括:
2.如权利要求1所述的一种内饰件热压成型生产线,其特征在于:所述面料板材抓取组件包括抓取支架,所述抓取支架中部具有一连接板,所述连接板上连接有多个悬臂;所述悬臂上连接有抓取机构,所述悬臂上的多个抓取机构下方共同固定有一夹框,所述夹框下方固定有若干穿刺杆。
3.如权利要求2所述的一种内饰件热压成型生产线,其特征在于:所述压机四周具有若干定位座,所述定位座上固定有定位销,所述夹框外侧具有定位支板,所述定位支板上开设有和所述定位销相匹配的定位孔。
4.如权利要求3所述的一种内饰件热压成型生产线,其特征在于:所述定位座上还固定有压紧气缸,所述压紧气缸采用旋压气缸。
5.如权利要求4所述的一种内饰件热压成型生产线,其特征在于:所述抓取机构包括抓取块,所述抓取块上连接有柔性抓取板,所述柔性抓取板两侧还具有倾斜的翼板,两翼板上分别固定有抓取气缸,所述抓取气缸末端固定有一推板,所述推板上固定有若干销杆叉头,所述柔性抓取板上开设有和销杆叉头相匹配的让位槽。
6.如权利要求5所述的一种内饰件热压成型生产线,其特征在于:所述柔性抓取板上固定连接有导向销,所述导向销外套设有复位弹簧,所述导向销顶部固定有限位头。
7.如权利要求6所述的一种内饰件热压成型生产线,其特征在于:所述推板的左侧区域和右侧区域均固定有两个销杆叉头,所述翼板的倾斜角度为30度。
8.如权利要求7所述的一种内饰件热压成型生产线,其特征在于,所述抓取块侧面固定连接有由连接侧板和限位侧板组成的夹持机构,所述连接侧板上固定有一夹持气缸,所述夹持气缸上固定有一可穿过限位侧板的连接销,所述夹框顶部具有多个吊耳,并通过穿过吊耳的连接销将夹框进行定位。
技术总结
本技术公开了一种内饰件热压成型生产线,包括:一面料堆放区;一板材堆放区,所述板材堆放区和面料堆放区相邻;一压机,所述压机和板材堆放区相邻;一成型区,所述成型区和压机相邻;一烘箱,所述烘箱处于面料堆放区和成型区之间;所述面料堆放区、板材堆放区、压机、成型区和烘箱围合呈一环状体,一机械手处于该环状体中部,所述机械手上连接有一面料板材抓取组件。该生产线结构简单,能够极大的提高内饰件的热压成型效率,有效降低生产成本,节省人力。
技术研发人员:王贺友,王文升,邓振鹏,唐淑友,肖建明
受保护的技术使用者:重庆市久满汽车内饰件有限公司
技术研发日:20230520
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!