一种自动开模液冷模具的制作方法
本技术涉及模具的,特别涉及一种自动开模液冷模具。
背景技术:
1、在塑胶产品生产加工过程中,需要将上模具和下模具合模之后,在上模具和下模具之间形成模具空腔,然后再将塑料注入模具空腔内,等待冷却凝固以后,再由工人将合并的模具打开,取出生产好的产品,然后再运输、存储和加工等;
2、但在日常生产加工过程中,等待冷却凝固就需要大量时间,且来回开合模也需要耗费工人精力,影响生产进度,造成不必要的成本开支;
3、专利公开号cn218474004u公开了一种方便出料的蜂胶成型模具,该专利通过第二电机传动组件带动上模具升起,蜂胶成品留存在下模具中,然后第二电机通过传动组件带动两侧风扇下降,然后两侧风扇对下模具内部蜂胶成品进行快速降温,这样可以一定程度上的加快蜂胶成品降温冷却速度,从而实现加快生产进度的目的;
4、但是现有的这种生产方式中,整体的传动组件较为复杂,相互组件之间关联性强,易发生故障,开合模具取出冷却好的产品速度受限,且通过风冷易造成留存在下模具中的蜂胶成品表面发生晃动,造成表面设计图案的变形等。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种自动开模液冷模具,以解决背景技术中描述的现有技术中的生产方式冷却速度慢,开合模具取出生产好的产品困难,风冷易造成留存在下模具中的蜂胶成品表面发生晃动等的问题。
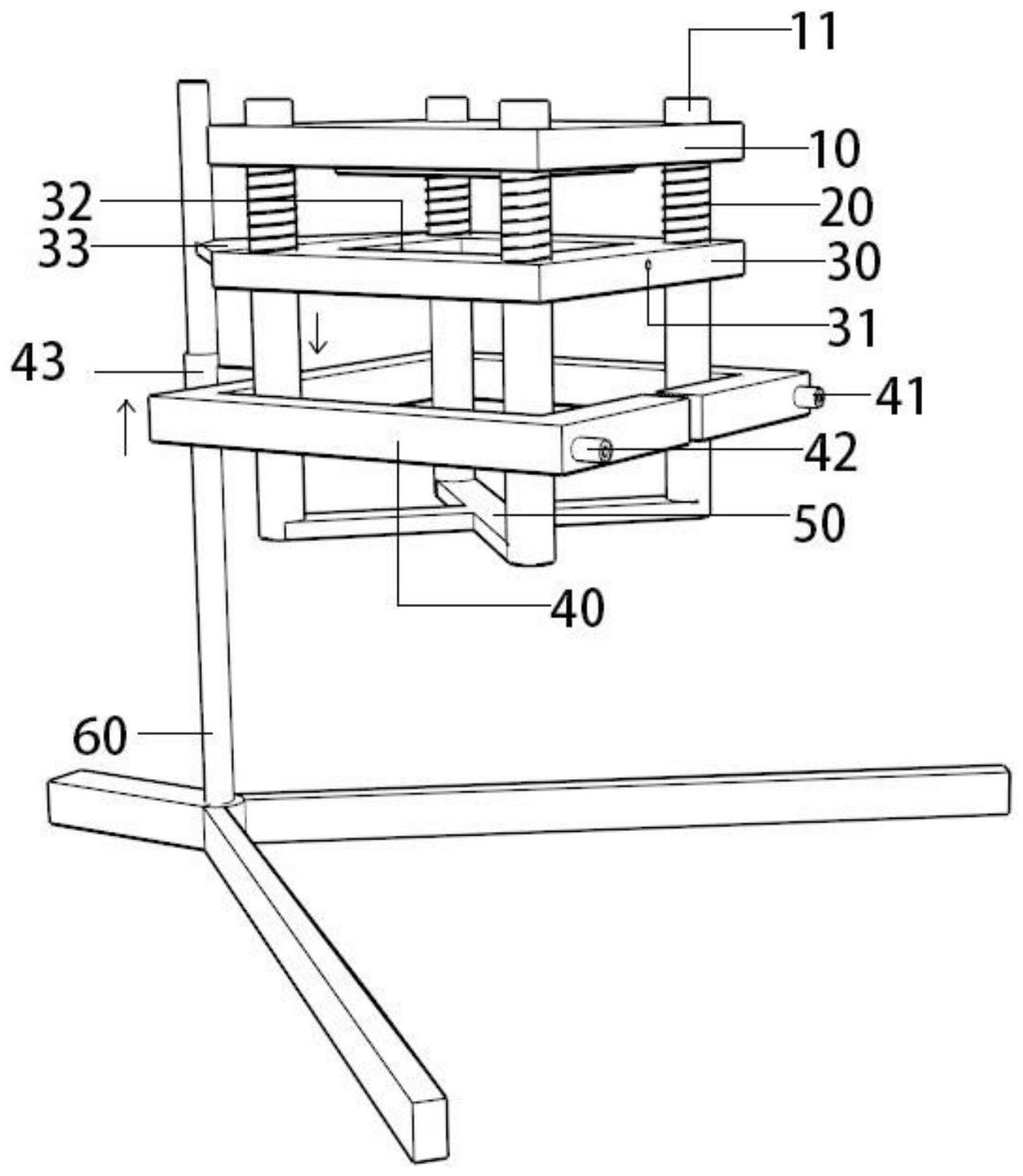
2、为解决上述问题,本实用新型提供以下的技术方案:一种自动开模液冷模具,包括支撑座,所述支撑座可滑动的设置有一个套杆,所述套杆固定连接于“回”字型空心管,所述“回”字型装置的侧边两端的管道上分别设置有注液口和排液口;所述支撑座上部分固定安装有一个延伸板,所述延伸板固定连接于下模具;所述下模具四角可滑动的安装有滑动拉杆,且下模具的侧边中心有一注塑口,注塑口的对边位置相应有一排气槽;所述的滑动拉杆顶端通过四颗固定螺栓旋紧连接于上模具的下表面四角,所述上模具的下表面与下模具上表面之间串套四根相同型号的回复弹簧。
3、优选的,该上模具上表面的四颗固定螺栓穿过上模具后旋紧在滑动拉杆上。
4、优选的,该滑动拉杆的顶端内分别有内螺纹与固定螺栓相连接,且该滑动拉杆的外表面以及支撑座的外表面均为光滑面。
5、优选的,该“回”字型空心管固定连接套杆上,套杆可在支撑座上下滑动,从而可带动“回”字型空心管整体实现上下滑动。
6、优选的,该滑动拉杆,在底部呈“x”型固定连接在一起,以稳定结构方便拉动。
7、采用以上技术方案的优点是:
8、本申请通过下拉滑动拉杆使得上模具向下移动与下模具贴合,此时通过注塑口注入塑料,再将充满冷却液的“回”字型空心管向上移动,刚好与下模具相互之间贴合,此时就能实现利用冷却液对模具内的成品进行快速冷却的效果,待冷却完毕后,松开滑动拉杆,此时上模具受到回复弹簧弹力的效果,自动弹起即可实现自动开模。
技术特征:
1.一种自动开模液冷模具,包括支撑座,其特征在于,所述支撑座可滑动的设置有一个套杆,所述套杆固定连接于“回”字型空心管,所述“回”字型空心管的侧边两端的管道上分别设置有注液口和排液口;所述支撑座上部分固定安装有一个延伸板;所述延伸板固定连接于下模具;所述下模具四角可滑动的安装有滑动拉杆,且下模具的侧边中心有一注塑口,注塑口的对边位置相应有一排气槽;所述的滑动拉杆顶端通过四颗固定螺栓旋紧连接于上模具的下表面四角,所述上模具的下表面与下模具上表面之间串套四根相同型号的回复弹簧。
2.根据权利要求1所述的一种自动开模液冷模具,其特征在于,该上模具上表面的四颗固定螺栓穿过上模具后旋紧在滑动拉杆上。
3.根据权利要求1或2所述的一种自动开模液冷模具,其特征在于,该滑动拉杆的顶端内分别有内螺纹与固定螺栓相连接,且该滑动拉杆的外表面以及支撑座的外表面均为光滑面。
4.根据权利要求1所述的一种自动开模液冷模具,其特征在于,该“回”字型空心管固定连接套杆上,套杆可在支撑座上下滑动,从而可带动“回”字型空心管整体实现上下滑动。
5.根据权利要求1所述的一种自动开模液冷模具,其特征在于,该滑动拉杆,在底部呈“x”型固定连接在一起,以稳定结构方便拉动。
技术总结
本技术公开了一种自动开模液冷模具,涉及模具技术领域,包括上模具四角位置通过固定螺栓与滑动拉杆固定连接,下模具有注塑口和排气槽,与支撑座固定连接,上模具和下模具之间存在四根回复弹簧串套在滑动拉杆上,“回”字型空心管通过连接管套在支撑座上可自由上下滑动,通过下拉滑动拉杆上模具和下模具贴合,再将“回”字型空心管上移与下模具贴合,冷却后松开滑动拉杆即可完成操作。本申请具有使用方便、产品冷却速度快、可自动弹开模具方便取出加工后的产品、不会对产品外表面造成晃动等优点。
技术研发人员:李力
受保护的技术使用者:合肥星宇模具装备有限公司
技术研发日:20230519
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!