一种二级缸底热成型模具的制作方法
本技术属于机械加工相关,特别是涉及一种二级缸底热成型模具。
背景技术:
1、液压缸是将液压能转变为机械能做直线往复运动(或摆动运动)的液压执行元件,其结构简单、工作可靠。用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳,因此在各种机械的液压系统中得到广泛应用。
2、目前一般的液压缸由缸筒和缸盖、活塞和活塞杆、密封装置、缓冲装置与排气装置组成,其中缸筒又包括缸底和筒体,而目前二级液压缸的缸底在生产加工过程中,由于热成型模具在执行热压成型时,会向材料表面辐射较高的温度,因此在成型后,其表面会具有较高的温度,而模具内部的材料热量不容易散失,立即取模的话很容易造成烫伤,且热压后成型后的材料会嵌入模具内部,因此二级缸底在成型后不便于进行取模。
技术实现思路
1、本实用新型的目的在于提供一种二级缸底热成型模具,通过上模结构和下模结构,解决了二级缸底热成型模具热压成型后散热慢和不便于取模的问题。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
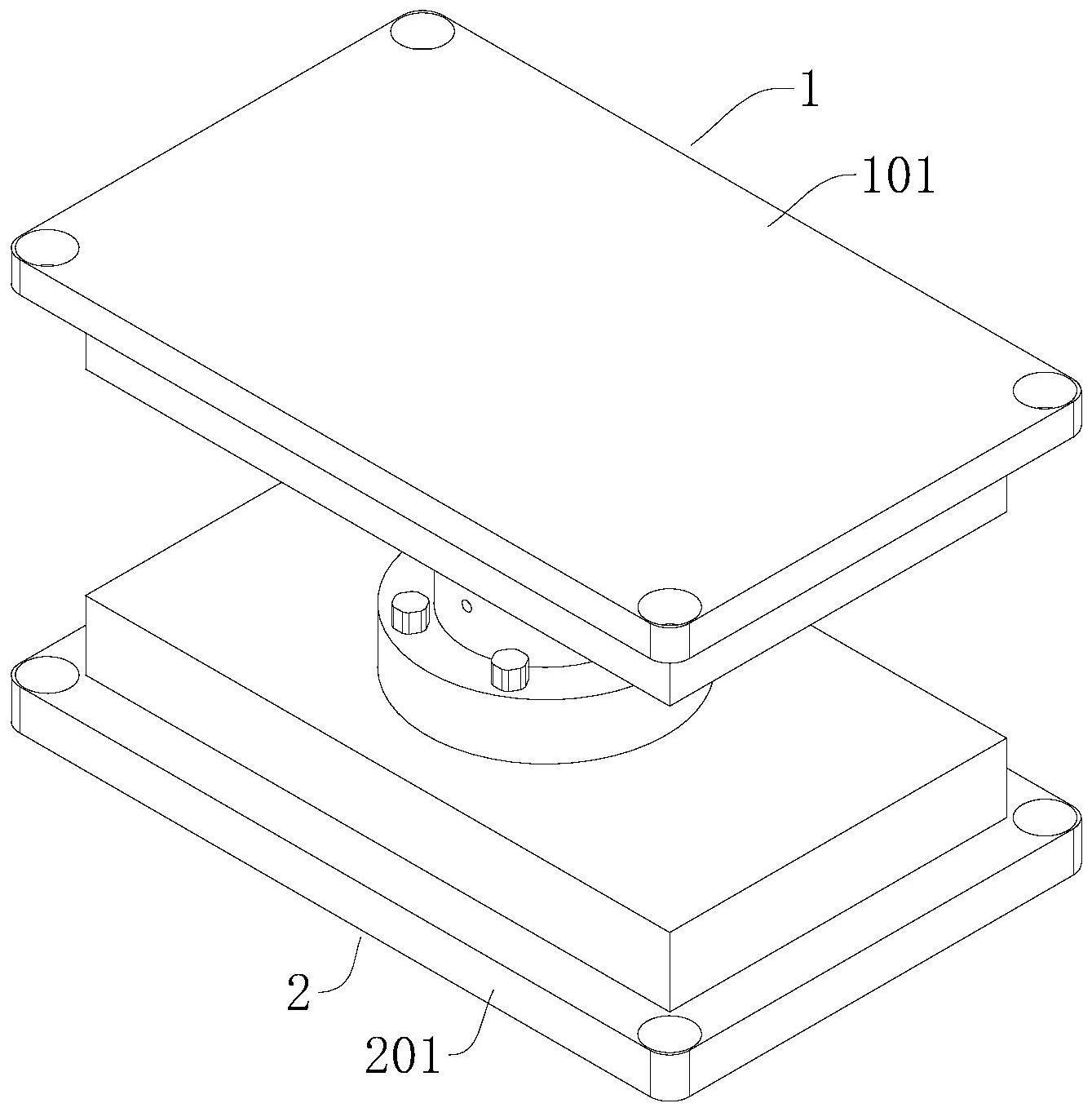
3、本实用新型为一种二级缸底热成型模具,包括上模结构和下模结构,所述上模结构的下方设置有下模结构;在进行二级缸底热成型模具的使用时,首先将二级缸底的热压材料置于弹簧管的内部,而材料会落在热压座的上端,然后热成型设备会向上推动下模板,而下模板则会沿着热成型设备的滑杆向上滑动,直至与上模板对压在一起,此时加热座会与弹簧管对接,并推动弹簧管下移,直至热压杆与热压材料接触加热,并配合热压座将其热压成型,然后上模板和下模板在热成型设备的牵引下分离,在分离后,弹簧管会在弹簧杆的作用下快速复位,然后通过冷气管向气槽内部吹入冷气,而冷气会在散热孔板之间流动,而散热孔板传导的热量会向冷气中扩散,以此做到对弹簧管、热压座以及二级缸底的快速降温,在冷吹一定时间后,可下压弹簧管,然后取出热压成型的二级缸底即可;
4、所述下模结构包括下模板,所述下模板面向上模结构侧面的中心位置开设有凹槽,且凹槽的端口处固定连接有限位环,所述限位环的内部滑动连接有弹簧管,所述弹簧管靠近上端的管体内部开设有气槽,所述气槽的内部固定连接有散热孔板;通过在弹簧管内部开设气槽,并在气槽内部连接散热孔板的设置,可配合冷气,对热压所产生的热量进行快速的传导和扩散,以此快速实现弹簧管区域内的降温,以便于二级缸底的取模;所述弹簧管位于凹槽内部一端的管面上固定连接有弹簧杆,并通过弹簧杆活动连接在凹槽内部,所述弹簧管的内部滑动连接有热压座,所述热压座固定连接在凹槽内部的中心位置;通过下模板利用限位环和弹簧杆将弹簧管滑动连接在热压座外侧的设置,在进行取模时,只需要下压弹簧管,使其沿热压座下滑直至裸露出降温后的二级缸底取出即可,避免了热压成型后二级缸底在模具内部嵌入取模的麻烦,大大提升了二级缸底生产的便利性。
5、进一步地,所述上模结构包括上模板和加热座,所述上模板向下一面的中心位置固定连接有加热座,所述加热座端部的中心位置固定连接有热压杆。
6、进一步地,所述加热座与弹簧管外半径相同,且在热压时对接在一起。
7、进一步地,所述散热孔板沿气槽的路径环形阵列分布。
8、进一步地,所述弹簧管在气槽所处位置两侧开设有与气槽连通的输入、输出用连接气孔。
9、进一步地,所述弹簧杆设置有n个,n≥2。
10、本实用新型具有以下有益效果:
11、1、本实用新型通过在弹簧管内部开设气槽,并在气槽内部连接散热孔板的设置,可配合冷气,对热压所产生的热量进行快速的传导和扩散,以此快速实现弹簧管区域内的降温,以便于二级缸底的取模。
12、2、本实用新型通过下模板利用限位环和弹簧杆将弹簧管滑动连接在热压座外侧的设置,在进行取模时,只需要下压弹簧管,使其沿热压座下滑直至裸露出降温后的二级缸底取出即可,避免了热压成型后二级缸底在模具内部嵌入取模的麻烦,大大提升了二级缸底生产的便利性。
技术特征:
1.一种二级缸底热成型模具,包括上模结构(1)和下模结构(2),其特征在于:所述上模结构(1)的下方设置有下模结构(2);
2.根据权利要求1所述的一种二级缸底热成型模具,其特征在于:所述上模结构(1)包括上模板(101)和加热座(102),所述上模板(101)向下一面的中心位置固定连接有加热座(102),所述加热座(102)端部的中心位置固定连接有热压杆(1021)。
3.根据权利要求2所述的一种二级缸底热成型模具,其特征在于:所述加热座(102)与弹簧管(2012)外半径相同,且在热压时对接在一起。
4.根据权利要求1所述的一种二级缸底热成型模具,其特征在于:所述散热孔板(2014)沿气槽(2013)的路径环形阵列分布。
5.根据权利要求1所述的一种二级缸底热成型模具,其特征在于:所述弹簧管(2012)在气槽(2013)所处位置两侧开设有与气槽(2013)连通的输入、输出用连接气孔。
6.根据权利要求1所述的一种二级缸底热成型模具,其特征在于:所述弹簧杆(2015)设置有n个,n≥2。
技术总结
本技术公开了一种二级缸底热成型模具,涉及机械加工相关技术领域。本技术包括上模结构和下模结构,其中上模结构的下方设置有下模结构;下模结构包括下模板,下模板面向上模结构侧面的中心位置开设有凹槽,且凹槽的端口处固定连接有限位环,限位环的内部滑动连接有弹簧管,弹簧管靠近上端的管体内部开设有气槽,气槽的内部固定连接有散热孔板,弹簧管位于凹槽内部一端的管面上固定连接有弹簧杆,并通过弹簧杆活动连接在凹槽内部,弹簧管的内部滑动连接有热压座,热压座固定连接在凹槽内部的中心位置。本技术通过上模结构和下模结构,解决了二级缸底热成型模具热压成型后散热慢和不便于取模的问题。
技术研发人员:杨涛,牛满满,赵大伟,牛锡田
受保护的技术使用者:济源市鼎盛通用设备制造有限公司
技术研发日:20230523
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!