一种热缩管扩张模具和热缩管扩张设备的制作方法
本技术属于热缩管扩张,尤其涉及一种热缩管扩张模具和热缩管扩张设备。
背景技术:
1、热缩管主要是由交联聚烯烃材料加工而成,具有绝缘防蚀、耐磨、形状记忆等特点。
2、热缩管在生产时需要对其进行扩张,以方便后续的使用。现有的扩张设备在对热缩管扩张后,所形成的热缩管的外径和壁厚不够稳定,影响产品质量,不能用于对热缩管尺寸精度要求高的场合。
技术实现思路
1、本实用新型提供一种热缩管扩张模具和热缩管扩张设备,以提高热缩管的外径和壁厚尺寸稳定性,并提高热缩管成型质量。
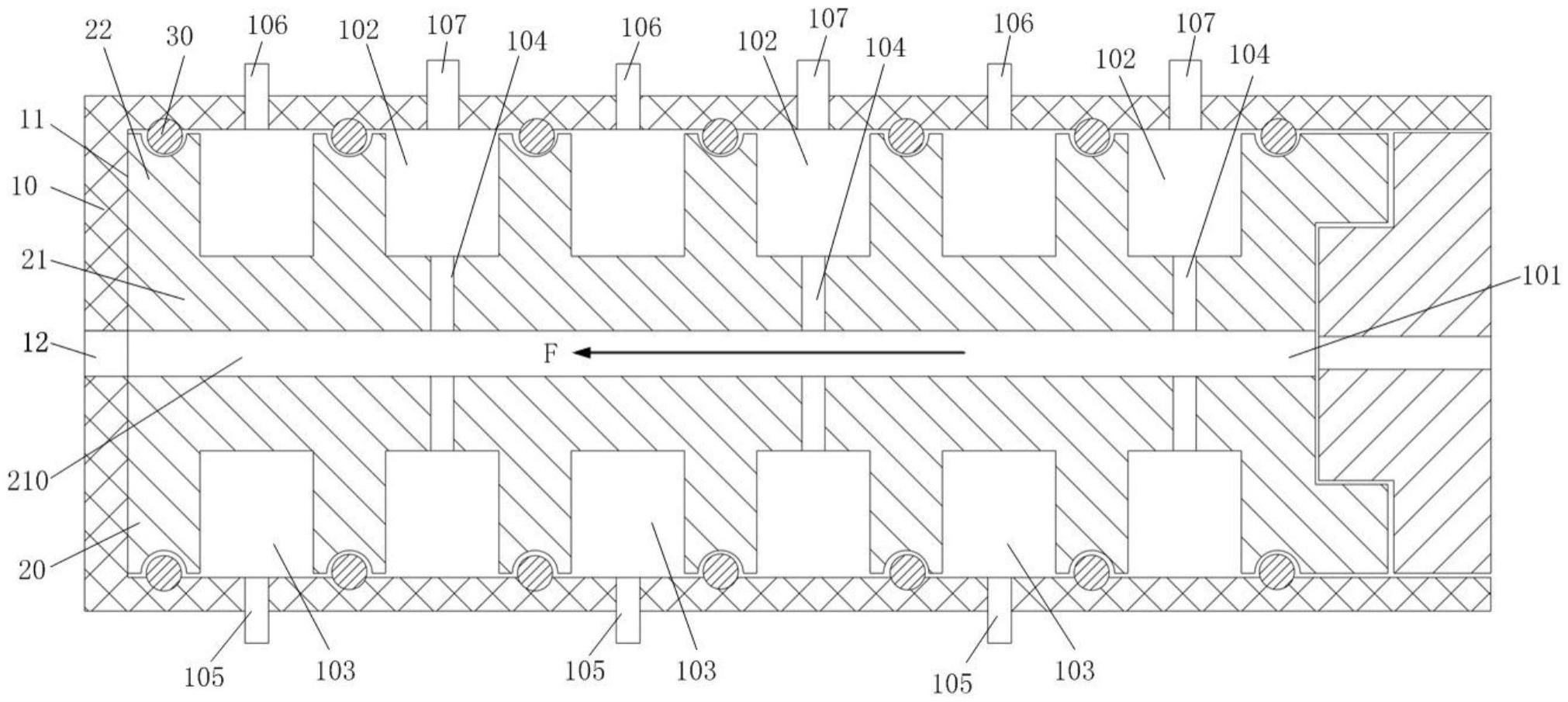
2、根据本申请的第一方面,本申请提供一种热缩管扩张模具,包括:模具本体,所述模具本体的内部设有贯穿式的扩张通道,所述扩张通道用于供待扩张热缩管管体沿扩张方向移动;所述模具本体内还设有多个真空腔和多个冷却腔,沿所述扩张方向,多个所述真空腔与多个所述冷却腔依次交替设置,且所述真空腔位于首位;所述真空腔与所述扩张通道之间还设有扩张孔,所述扩张孔用于扩张待扩张热缩管管体,所述冷却腔用于冷却定型已扩张的所述待扩张热缩管管体。
3、一种实施例中,多个所述真空腔与多个所述冷却腔依次交替环绕所述扩张通道设置。
4、一种实施例中,沿所述扩张通道的扩张方向,多个所述冷却腔的温度逐渐降低。
5、一种实施例中,所述模具本体上还设有多个进排气组件,多个所述进排气组件与多个所述冷却腔分别一一对应;所述进排气组件包括:进气管和出气管,所述进气管用于向所述冷却腔输入冷却介质,所述出气管用于排出所述冷却介质。
6、一种实施例中,相邻两个所述冷却腔中,前一所述冷却腔的所述出气管与后一所述冷却腔的所述进气管连通。
7、一种实施例中,所述模具本体上还设有多个真空吸附孔,多个所述真空吸附孔与多个所述真空腔分别一一对应,且所述真空吸附孔与所述真空腔连通,所述真空吸附孔用于外接真空吸附装置。
8、一种实施例中,所述模具本体包括:壳体和内芯,所述内芯具有杆件和多个间隔片,多个所述间隔片沿所述杆件的长度方向依次间隔设置在所述杆件上,所述杆件的沿其长度方向设有贯穿通道,所述壳体设有内槽,所述内槽的槽底设有开口,所述内槽套装于所述内芯,以使所述内槽与多个所述间隔片围合成所述真空腔和所述冷却腔,所述贯穿通道与所述开口同轴形成所述扩张通道;所述进排气组件和所述真空吸附孔均设置于所述壳体。
9、一种实施例中,所述模具本体还包括:多个密封组件,多个所述密封组件分别设置于所述间隔片与所述内槽的槽壁之间。
10、一种实施例中,所述密封组件包括密封圈,所述间隔片的周向设有密封槽,所述密封圈套接于所述密封槽。
11、根据本申请的第二方面,本申请提供一种热缩管扩张设备,包括:所述的热缩管扩张模具。
12、本实用新型提供了一种热缩管扩张模具和热缩管扩张设备,热缩管扩张模具,包括:模具本体,所述模具本体的内部设有贯穿式的扩张通道,所述扩张通道用于供待扩张热缩管管体沿扩张方向移动;所述模具本体内还设有多个真空腔和多个冷却腔,沿所述扩张方向,多个所述真空腔与多个所述冷却腔依次交替设置,且所述真空腔位于首位;所述真空腔与所述扩张通道之间还设有扩张孔,所述扩张孔用于扩张待扩张热缩管管体,所述冷却腔用于冷却定型已扩张的所述待扩张热缩管管体。本热缩管扩张模具采用交替设置多个真空腔和多个冷却腔的方式,可多次对待扩张热缩管管体进行扩张、定型,以提高定型后的外径和壁厚尺寸稳定性,提高产品质量。
技术特征:
1.一种热缩管扩张模具,其特征在于,包括:模具本体,所述模具本体的内部设有贯穿式的扩张通道,所述扩张通道用于供待扩张热缩管管体沿扩张方向移动;所述模具本体内还设有多个真空腔和多个冷却腔,沿所述扩张方向,多个所述真空腔与多个所述冷却腔依次交替设置,且所述真空腔位于首位;所述真空腔与所述扩张通道之间还设有扩张孔,所述扩张孔用于扩张待扩张热缩管管体,所述冷却腔用于冷却定型已扩张的所述待扩张热缩管管体。
2.如权利要求1所述的热缩管扩张模具,其特征在于,多个所述真空腔与多个所述冷却腔依次交替环绕所述扩张通道设置。
3.如权利要求1所述的热缩管扩张模具,其特征在于,沿所述扩张通道的扩张方向,多个所述冷却腔的温度逐渐降低。
4.如权利要求3所述的热缩管扩张模具,其特征在于,所述模具本体上还设有多个进排气组件,多个所述进排气组件与多个所述冷却腔分别一一对应;所述进排气组件包括:进气管和出气管,所述进气管用于向所述冷却腔输入冷却介质,所述出气管用于排出所述冷却介质。
5.如权利要求4所述的热缩管扩张模具,其特征在于,相邻两个所述冷却腔中,前一所述冷却腔的所述出气管与后一所述冷却腔的所述进气管连通。
6.如权利要求5所述的热缩管扩张模具,其特征在于,所述模具本体上还设有多个真空吸附孔,多个所述真空吸附孔与多个所述真空腔分别一一对应,且所述真空吸附孔与所述真空腔连通,所述真空吸附孔用于外接真空吸附装置。
7.如权利要求6所述的热缩管扩张模具,其特征在于,所述模具本体包括:壳体和内芯,所述内芯具有杆件和多个间隔片,多个所述间隔片沿所述杆件的长度方向依次间隔设置在所述杆件上,所述杆件的沿其长度方向设有贯穿通道,所述壳体设有内槽,所述内槽的槽底设有开口,所述内槽套装于所述内芯,以使所述内槽与多个所述间隔片围合成所述真空腔和所述冷却腔,所述贯穿通道与所述开口同轴形成所述扩张通道;所述进排气组件和所述真空吸附孔均设置于所述壳体。
8.如权利要求7所述的热缩管扩张模具,其特征在于,所述模具本体还包括:多个密封组件,多个所述密封组件分别设置于所述间隔片与所述内槽的槽壁之间。
9.如权利要求8所述的热缩管扩张模具,其特征在于,所述密封组件包括密封圈,所述间隔片的周向设有密封槽,所述密封圈套接于所述密封槽。
10.一种热缩管扩张设备,其特征在于,包括:如权利要求1-9任一项所述的热缩管扩张模具。
技术总结
一种热缩管扩张模具和热缩管扩张设备,热缩管扩张模具,包括:模具本体,所述模具本体的内部设有贯穿式的扩张通道,所述扩张通道用于供待扩张热缩管管体沿扩张方向移动;所述模具本体内还设有多个真空腔和多个冷却腔,沿所述扩张方向,多个所述真空腔与多个所述冷却腔依次交替设置,且所述真空腔位于首位;所述真空腔与所述扩张通道之间还设有扩张孔,所述扩张孔用于扩张待扩张热缩管管体,所述冷却腔用于冷却定型已扩张的所述待扩张热缩管管体。本热缩管扩张模具采用交替设置多个真空腔和多个冷却腔的方式,可多次对待扩张热缩管管体进行扩张、定型,以提高定型后的热缩管尺寸稳定性,减小外径和壁厚波动,提高产品质量。
技术研发人员:鲁尔兵,王正
受保护的技术使用者:东莞市鹏园电子材料有限公司
技术研发日:20230526
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!