一种改善气纹的点进胶模具的制作方法
本技术涉及注塑模具领域,尤其涉及一种改善气纹的点进胶模具。
背景技术:
1、在模具对产品进行注塑时,对于具有奇异的装饰件造型的产品,为了确保进胶平衡等,产品气纹很难完全避免。但方向盘装饰件是所有装饰件中目视最明显的装饰件。自然外观要求也很高,类似于气纹、披锋等缺陷,都是不可以接受的。现有技术在注塑该方向盘装饰件产品时,通常采用五点进胶,分别为头端三点进胶和尾端两点进胶,但尾端两个进胶点距离较远,对应的进胶区域为电镀低区,电镀遮盖性差,使得方向盘装饰件成型后的尾端这两个位置很容易出现气纹,影响电镀良品率,所以确保方向盘装饰件没有气纹,是一个非常重要的课题,鉴于此,本领域研究人员设计了一种改善气纹的点进胶模具。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种改善气纹的点进胶模具。
2、本实用新型的技术方案为:一种改善气纹的点进胶模具,包括上模板组件和下模板组件,所述上模板组件包括上模板和上模仁,所述下模板组件包括下模板和下模仁,所述上模仁与所述下模仁之间设有型腔,所述上模板上设置有主浇口,所述上模板的底部设置有热流道组件,所述热流道组件包括分流板和竖直向下设置在所述分流板底部的注塑热嘴,所述主浇口穿过所述分流板与所述注塑热嘴连通,所述注塑热嘴的端部伸进所述型腔内进行注塑,所述型腔上设置有进胶点组和溢胶点组,所述型腔在靠近所述溢胶点组处的流道变细。
3、由上述方案可知,所述主浇口用于注入塑料熔料,所述分流板用于将主浇口分流到所述注塑热嘴中,所述注塑热嘴伸进所述型腔内用于将塑料熔料注塑进所述型腔内,塑料熔料在所述型腔内的流道中流动成型,实现注塑产品的均匀填充,所述型腔用于盛装塑料熔料流动后成型为注塑产品,所述进胶点组用于塑料熔料进入后沿所述型腔流散,所述溢胶点组用于流散溢出的塑料熔料,所述型腔在靠近所述溢胶点组处的流道变细用于避免快速溢胶。
4、所述上模板设置有热流道模板,所述分流板嵌设在所述热流道模板上,所述注塑热嘴向下延伸至所述型腔,所述分流板内设置有热流道,所述注塑口通过所述热流道与所述注塑热嘴连通。由此可见,所述塑料熔料从所述主浇口进入到所述分流板内,流经热流道后至所述注塑热嘴,塑料熔料从注塑热嘴端部的注塑口流出。
5、所述上模仁上设置有通孔,所述通孔与所述注塑热嘴适配,所述上模仁的底部内壁与所述型腔适配。由此可见,所述通孔与所述注塑热嘴对应设置,所述注塑热嘴的端部通过所述通孔伸出所述上模仁至所述型腔内。
6、所述进胶点组包括第一进胶点、第二进胶点以及第三进胶点,所述溢胶点组包括第一溢胶点和第二溢胶点,所述第一进胶点设置在所述型腔的头端,所述第二进胶点和所述第三进胶点对称设置在所述型腔的尾端,所述第一溢胶点和所述第二溢胶点对称设置在所述第二进胶点和所述第三进胶点的内侧。由此可见,所述第一进胶点、第二进胶点以及第三进胶点用于同时在型腔流道内进胶,所述第一溢胶点和所述第二溢胶点用于溢胶,通过进胶点组和溢胶点组实现装饰件的注塑成型。
7、所述上模板端部设置有上模固定板,所述下模板的端部设置有下模固定板,所述上模板组件和所述下模板组件之间设置有导柱,所述下模板与所述下模固定板之间设置有顶针板和多个顶针导柱,所述顶针导柱的一端设在所述顶针板上,所述顶针导柱的另一端穿插在下模板中。由此可见,当所述上模板和所述下模板扣合在一起时,所述顶针导柱的另一端抵靠在上模板的底部,所述顶出组件用于实现上模组件的顶出。
技术特征:
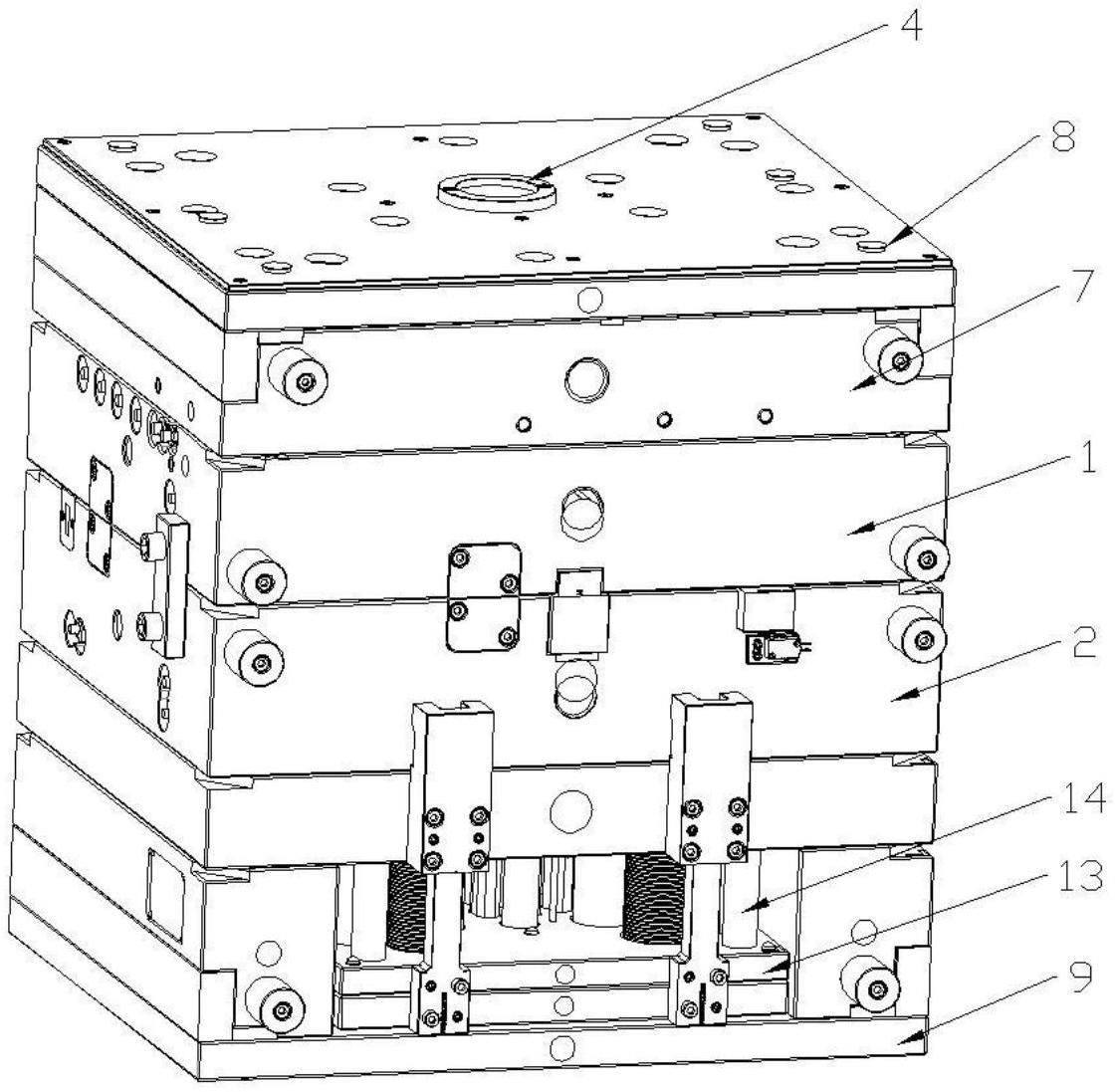
1.一种改善气纹的点进胶模具,其特征在于:包括上模板组件(1)和下模板组件(2),所述上模板组件(1)包括上模板(11)和上模仁(12),所述下模板组件(2)包括下模板(21)和下模仁(22),所述上模仁(12)与所述下模仁(22)之间设有型腔(3),所述上模板(11)上设置有主浇口(4),所述上模板(11)的底部设置有热流道组件,所述热流道组件包括分流板(5)和竖直向下设置在所述分流板(5)底部的注塑热嘴(6),所述主浇口(4)穿过所述分流板(5)与所述注塑热嘴(6)连通,所述注塑热嘴(6)的端部伸进所述型腔(3)内进行注塑,所述型腔(3)上设置有进胶点组和溢胶点组,所述型腔(3)在靠近所述溢胶点组处的流道(31)变细。
2.根据权利要求1所述的一种改善气纹的点进胶模具,其特征在于:所述上模板(11)设置有热流道模板(7),所述分流板(5)嵌设在所述热流道模板(7)上,所述注塑热嘴(6)穿过所述分流板(5)向下延伸至所述型腔(3),所述分流板(5)内设置有热流道,所述主浇口(4)通过所述热流道与所述注塑热嘴(6)连通。
3.根据权利要求1所述的一种改善气纹的点进胶模具,其特征在于:所述上模仁(12)上设置有通孔(121),所述通孔(121)与所述注塑热嘴(6)适配,所述上模仁(12)的底部内壁与所述型腔(3)适配。
4.根据权利要求1所述的一种改善气纹的点进胶模具,其特征在于:所述进胶点组包括第一进胶点(32)、第二进胶点(33)以及第三进胶点(34),所述溢胶点组包括第一溢胶点(35)和第二溢胶点(36),所述第一进胶点设置在所述型腔(3)的头端,所述第二进胶点(33)和所述第三进胶点(34)对称设置在所述型腔(3)的尾端,所述第一溢胶点(35)和所述第二溢胶点(36)对称设置在所述第二进胶点(33)和所述第三进胶点(34)的内侧。
5.根据权利要求1所述的一种改善气纹的点进胶模具,其特征在于:所述上模板(11)端部设置有上模固定板(8),所述下模板(21)的端部设置有下模固定板(9),所述上模板组件(1)和所述下模板组件(2)之间设置有导柱(10),所述下模板(21)与所述下模固定板(9)之间设置有顶针板(13)和多个顶针导柱(14),所述顶针导柱(14)的一端设在所述顶针板(13)上,所述顶针导柱(14)的另一端穿插在下模板(21)中。
技术总结
本技术涉及注塑模具技术领域,公开了用于改善汽车方向盘装饰件上气纹的一种改善气纹的点进胶模具,包括上模板组件和下模板组件,所述上模板组件包括上模板和上模仁,所述下模板组件包括下模板和下模仁,所述上模仁与所述下模仁之间设有型腔,所述上模板上设置有主浇口,所述上模板的底部设置有热流道组件,所述热流道组件包括分流板和竖直向下设置在所述分流板底部的注塑热嘴,所述主浇口穿过所述分流板与所述注塑热嘴连通,所述注塑热嘴的端部伸进所述型腔内进行注塑,所述型腔上设置有进胶点组和溢胶点组,所述型腔在靠近所述溢胶点组处的流道变细。
技术研发人员:曾高峰,韩宇
受保护的技术使用者:珠海市春生五金工业有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!