一种双胶注射模具的制作方法
本技术涉及模具,特别涉及一种双胶注射模具。
背景技术:
1、汽车出风口作为空调输出的终端,一般布置在仪表板中上部或中控台后部,用于调节风量和风向,以实现车内空气循环和温度控制的要求。在汽车出风口中有风门部件,如图6所示,其由平板连接弧板组成,弧板处设置有凹槽,凹槽的两侧设置有侧壁槽和卡扣,上述为硬胶的注塑件,其平板及弧板的边上包有软胶的胶边,目前,对于塑件风门及包胶边是需要在在两幅模具上分开成型,需要塑件风门成型后拿到另一橡胶模具中嵌入再成型胶边,生产效率低下,而且塑件风门在流转的过程中也非常容易发生碰伤、变形和异物附着等情况,影响成品合格率。
技术实现思路
1、有鉴于此,本实用新型的目的是为了克服现有技术中的不足,提供一种双胶注射模具。
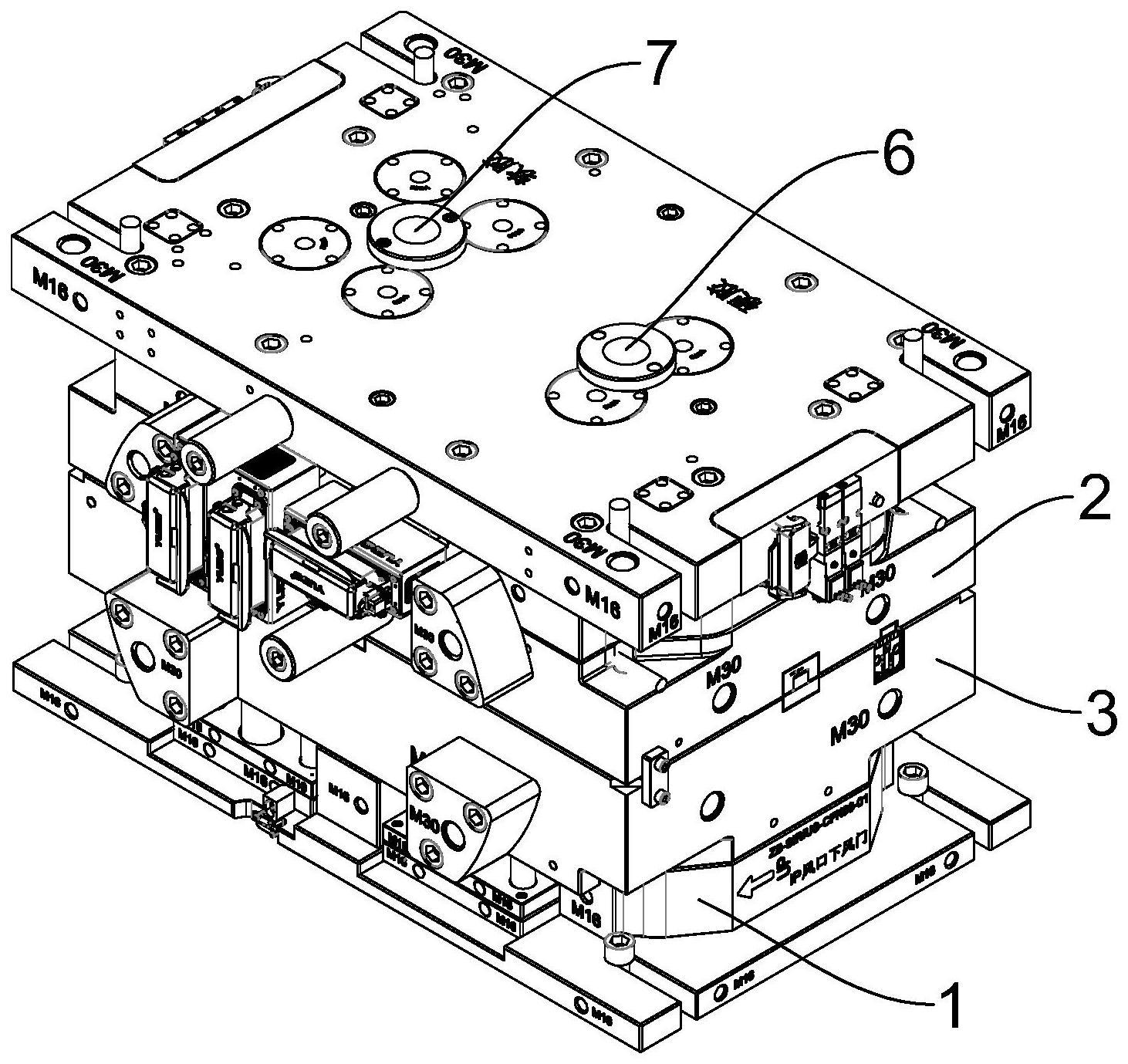
2、本实用新型提供一种双胶注射模具,包括模具本体1,所述模具本体1的上端设置有定模2、动模3,所述定模2、所述动模3处分别设置有定模仁4、动模仁5,所述定模仁4下端的左右两侧分别设置有第二定型腔4.2、第一定型腔4.1,所述动模仁5的上端设置有第一动型腔5.1、第二动型腔5.2,所述模具本体1顶端的左右两侧分别设置有注胶口7、注塑口6,所述第一定型腔4.1对应所述第一动型腔5.1或所述第二动型腔5.2时可成型塑件,所述第二定型腔4.2对应所述第一动型腔5.1或所述第二动型腔5.2时可成型塑件的胶边,所述模具本体1底部的中间设置有可使所述动模3转动及进退的连接口8。
3、进一步的,所述第一定型腔4.1、所述第二定型腔4.2各两个且前后对称设置。
4、进一步的,所述第一动型腔5.1、所述第二动型腔5.2的左右两侧均对称地设置有用于成型塑件侧壁槽及卡扣的第一型芯9,所述第一动型腔5.1、所述第二动型腔5.2处前后对称地设置有用于成型塑件凹槽的第二型芯10。
5、进一步的,横向弹性伸缩的所述第一型芯9远离对应的所述第二型芯10的一侧设置有第一倾斜面9.1,纵向弹性伸缩的所述第二型芯远离对应所述第一型芯9的一侧开设有第二倾斜槽10.1,所述定模仁4的下端设置有分别与所述第一倾斜面9.1、所述第二倾斜槽10.1对应的第一侧导块11、第一边导块13。
6、进一步的,所述第一型芯9处开设有对称地位于所述第一倾斜面9.1前后两侧的第一倾斜槽9.2,所述第二型芯10处设置有对称地位于所述第二倾斜槽10.1左右两侧的第二倾斜面10.2,所述定模仁4的下端设置有分别与所述第一倾斜槽9.2、所述第二倾斜面10.2对应的第二侧导块12、第二边导块14。
7、进一步的,所述动模仁5的中间左右对称地设置有头部锥台型的引导柱15,所述定模仁4处开设有与所述引导柱15对应的引导孔。
8、本实用新型的优点在于:无需流转,能在同一模具中交替地实现风门的塑件、胶边成型,提高生产效率及成品率;注塑口将热塑注射到第一定型腔,注胶口将热胶注射到第二定型腔;通过连接口连接注塑机,注塑机使动模转动及进退;第一定型腔与第一动型腔合模成型塑件的风门,第二定型腔与第二动型腔合模成型塑件风门的胶边, 通过连接口180度转动动模,第一定型腔与第二动型腔合模成型塑件的风门,第二定型腔与第一动型腔合模成型塑件风门的胶边,能快速有效地成型橡胶包边的风门;风门的侧壁槽、卡扣、凹槽结构复杂,通过可侧抽的第一型芯、可外抽的第二型芯来成型;第一侧导块通过第一倾斜面推进第一型芯,第一边导块通过第二倾斜槽推进第二型芯,开模时,脱离的第一型芯、第二型芯自动弹出,不会影响到风门的顶出;第二侧导块通过第一倾斜槽推进第一型芯,第二边导块通过第二倾斜面推进第二型芯,多方面稳定地推进型芯,防止偏移;引导柱设置可以引导动模仁、定模仁以正确位置对合,避免偏差。
技术特征:
1.一种双胶注射模具,其特征在于:包括模具本体,所述模具本体的上端设置有定模、动模,所述定模、所述动模处分别设置有定模仁、动模仁,所述定模仁下端的左右两侧分别设置有第二定型腔、第一定型腔,所述动模仁的上端设置有第一动型腔、第二动型腔,所述模具本体顶端的左右两侧分别设置有注胶口、注塑口,所述第一定型腔对应所述第一动型腔或所述第二动型腔时可成型塑件,所述第二定型腔对应所述第一动型腔或所述第二动型腔时可成型塑件的胶边,所述模具本体底部的中间设置有可使所述动模转动及进退的连接口。
2.如权利要求1所述的一种双胶注射模具,其特征在于:所述第一定型腔、所述第二定型腔各两个且前后对称设置。
3.如权利要求1所述的一种双胶注射模具,其特征在于:所述第一动型腔、所述第二动型腔的左右两侧均对称地设置有用于成型塑件侧壁槽及卡扣的第一型芯,所述第一动型腔、所述第二动型腔处前后对称地设置有用于成型塑件凹槽的第二型芯。
4.如权利要求3所述的一种双胶注射模具,其特征在于:横向弹性伸缩的所述第一型芯远离对应的所述第二型芯的一侧设置有第一倾斜面,纵向弹性伸缩的所述第二型芯远离对应所述第一型芯的一侧开设有第二倾斜槽,所述定模仁的下端设置有分别与所述第一倾斜面、所述第二倾斜槽对应的第一侧导块、第一边导块。
5.如权利要求4所述的一种双胶注射模具,其特征在于:所述第一型芯处开设有对称地位于所述第一倾斜面前后两侧的第一倾斜槽,所述第二型芯处设置有对称地位于所述第二倾斜槽左右两侧的第二倾斜面,所述定模仁的下端设置有分别与所述第一倾斜槽、所述第二倾斜面对应的第二侧导块、第二边导块。
6.如权利要求1所述的一种双胶注射模具,其特征在于:所述动模仁的中间左右对称地设置有头部锥台型的引导柱,所述定模仁处开设有与所述引导柱对应的引导孔。
技术总结
本技术提供一种双胶注射模具,包括模具本体,所述模具本体的上端设置有定模、动模,所述定模、所述动模处分别设置有定模仁、动模仁,所述定模仁下端的左右两侧分别设置有第二定型腔、第一定型腔,所述动模仁的上端设置有第一动型腔、第二动型腔,所述模具本体顶端的左右两侧分别设置有注胶口、注塑口,所述第一定型腔对应所述第一动型腔或所述第二动型腔时可成型塑件,所述第二定型腔对应所述第一动型腔或所述第二动型腔时可成型塑件的胶边。本技术的优点在于:无需流转,能在同一模具中交替地实现风门的塑件、胶边成型,提高生产效率及成品率。
技术研发人员:杨振华,古岳,娄仁孝,薛校波,王勇强
受保护的技术使用者:宁波慕德模塑科技有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!