模具浮动结构的制作方法
本技术涉及模具领域,具体涉及模具浮动结构。
背景技术:
1、模具在浇筑过程中,材料在凝固和冷却过程中产生的应力会产生变形影响,因此,需要提前对模具进行补偿应力计算,以保证产生变形影响后,依旧能够得到满足要求的产品,不同类型的产品有不同的补偿应力方式。
2、对于某些塑料产品,为满足局部的强度要求,会在注塑成型时和螺钉结合,通过螺钉来满足局部强度要求;然而,对于一侧塑料材料较少的产品,产品在收缩过程中会朝材料较少一侧倾斜变形,产品上的螺钉也会产生倾斜,螺钉不再和产品表面保持垂直,螺钉无法正常安装使用。
3、若为补偿这种变形,注塑前需要提前将螺钉远离材料较少一侧倾斜插入模具中,以保证收缩变形后螺钉依旧和产品表面垂直。脱模时,产品通常沿竖直方向脱模,而由于螺钉倾斜插入模具中,螺钉需要先沿倾斜方向脱模,产品整体和螺钉脱模方向不一致容易产生应力变形,容易损坏产品结构。因此,本实用新型意在提供一种模具浮动结构,既能针对上述产品进行应力补偿,又便于脱模。
技术实现思路
1、本实用新型意在提供模具浮动结构,既能针对背景技术中的产品进行应力补偿,又便于脱模。
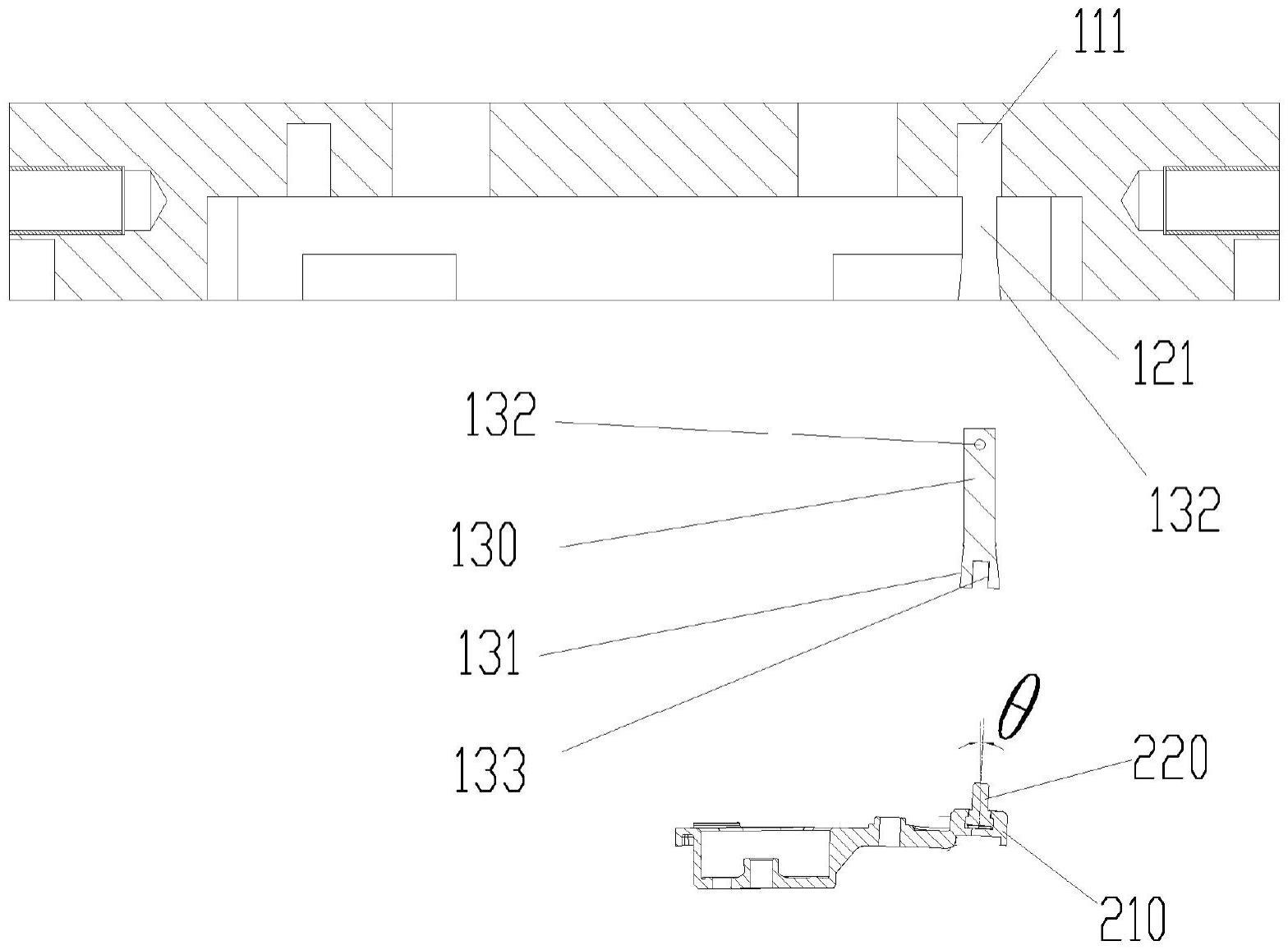
2、为达到上述目的,本实用新型采用如下技术方案:模具浮动结构,包括前模和后模,前模上设有竖向条形的容纳孔,容纳孔端部和前模的模腔连通,容纳孔内容纳有定模芯,定模芯端部开有螺钉孔,螺钉孔中轴线和铅垂线的夹角为补偿角,螺钉孔能容纳产品上的螺钉,后模包括抵紧部,抵紧部能将螺钉顶入螺钉孔内,开模后,定模芯能在容纳孔内沿水平方向摆动,定模芯还能相对容纳孔竖向滑动。本方案的有益效果为:
3、1.将螺钉插入螺钉孔中,模具合模后注塑成型,塑料和螺钉结合在一起后,开模后产品在后模上。脱模取出产品的过程中,最初,开模时,定模芯随螺钉一起浮动,因此螺钉可以和产品整体的移动方向一致;随后,产品的塑料部分完成脱离定型模腔,螺钉带动定模芯从容纳孔中滑出,螺钉带动定模芯摆动后挣脱定模芯。
4、2.合模后,抵紧部、螺钉、定模芯和容纳孔内壁依次抵紧,防止注塑过程中螺钉乱晃而导致产品不密实,进而保证注塑成型质量;开模后,抵紧部随产品远离前模,解除对螺钉和定模芯位移的限制。
5、3.螺钉孔中轴线和铅垂线的夹角为补偿角,当产品脱膜后发生补偿收缩后,螺钉孔中轴线在收缩应力的作用下和铅垂线逐渐重合,螺钉孔中轴线旋转的角度为补偿角,补偿收缩后,螺钉孔的垂直度在误差允许范围内,满足产品的正常使用即可。
6、优选的,作为一种改进,容纳孔和定模芯均为矩形截面。如此设置,脱模时,相较于圆形截面,矩形截面将螺钉带动定模芯摆动的方向限制成两个方向来回摆动,从而使摆动的动力集中在两个方向,进而使螺钉更容易挣脱定模芯,以完成脱模。
7、优选的,作为一种改进,容纳孔包括活动孔和限位孔,和模腔连通的一端为限位孔的端部,定模芯远离模腔一端水平设有销轴,销轴能随定模芯在活动孔活动,销轴无法进入限位孔。如此设置,通过销轴对定模芯限位,防止定模芯随螺钉一起被拉出容纳孔,免去下次合模时又要手动将定模芯放回容纳孔的麻烦。
8、优选的,作为一种改进,限位孔靠近模腔一端为喇叭状的扩口,定模芯靠近模腔一端为锥形部,锥形部和扩口形状相配合,螺钉孔设置在锥形部上。如此设置,合模时,通过抵紧部,将锥形部和扩口抵紧,以免注塑过程中产品漏入容纳孔中降低成型质量。
技术特征:
1.模具浮动结构,其特征在于:包括前模和后模,前模上设有竖向条形的容纳孔,容纳孔端部和前模的模腔连通,容纳孔内容纳有定模芯,定模芯端部开有螺钉孔,螺钉孔中轴线和铅垂线的夹角为补偿角,螺钉孔能容纳产品上的螺钉,后模包括抵紧部,抵紧部能将螺钉顶入螺钉孔内,开模后,定模芯能在容纳孔内沿水平方向摆动,定模芯还能相对容纳孔竖向滑动。
2.根据权利要求1所述的模具浮动结构,其特征在于:容纳孔和定模芯均为矩形截面。
3.根据权利要求2所述的模具浮动结构,其特征在于:容纳孔包括活动孔和限位孔,和模腔连通的一端为限位孔的端部,定模芯远离模腔一端水平设有销轴,销轴能随定模芯在活动孔活动,销轴无法进入限位孔。
4.根据权利要求3所述的模具浮动结构,其特征在于:限位孔靠近模腔一端为喇叭状的扩口,定模芯靠近模腔一端为锥形部,锥形部和扩口形状相配合,螺钉孔设置在锥形部上。
技术总结
本技术涉及模具领域,公开了模具浮动结构,包括前模和后模,前模上设有竖向条形的容纳孔,容纳孔端部和前模的模腔连通,容纳孔内容纳有定模芯,定模芯端部开有螺钉孔,螺钉孔中轴线和铅垂线的夹角为补偿角,螺钉孔能容纳产品上的螺钉,后模包括抵紧部,抵紧部能将螺钉顶入螺钉孔内,开模后,定模芯能在容纳孔内沿水平方向摆动,定模芯还能相对容纳孔竖向滑动。本技术既能针对背景技术中的产品进行应力补偿,又便于脱模。
技术研发人员:明伦,柳令
受保护的技术使用者:重庆光奥汽车零部件有限公司
技术研发日:20230529
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!