模具自动抽芯机构的制作方法
本技术涉及模具制造领域,具体涉及一种模具自动抽芯机构。
背景技术:
1、在利用模具注塑成型制造塑料产品的过程中,一些特殊结构需要芯模在注塑前进行占位以在产品中形成芯模对应形状的空心结构,现有技术中通常的做法是,先将动模移开,再将芯模抽出完成脱模,操作需分两步进行,费时费力,且在后续进行侧向抽芯时此处芯模对应的空心结构容易变形,生产效率低,产品质量较差。
技术实现思路
1、本实用新型意在提供一种模具自动抽芯机构,以解决现有技术中动模和芯模需分步脱模的问题。
2、为达到上述目的,本实用新型采用如下技术方案:模具自动抽芯机构,包括动型腔结构、静型腔结构和芯模结构,动型腔结构包括动模和动压杆,动压杆固定连接在动模上;静型腔结构包括定模,定模上开有第一限位孔和第二限位孔,动模和定模合模后内部形成腔室;
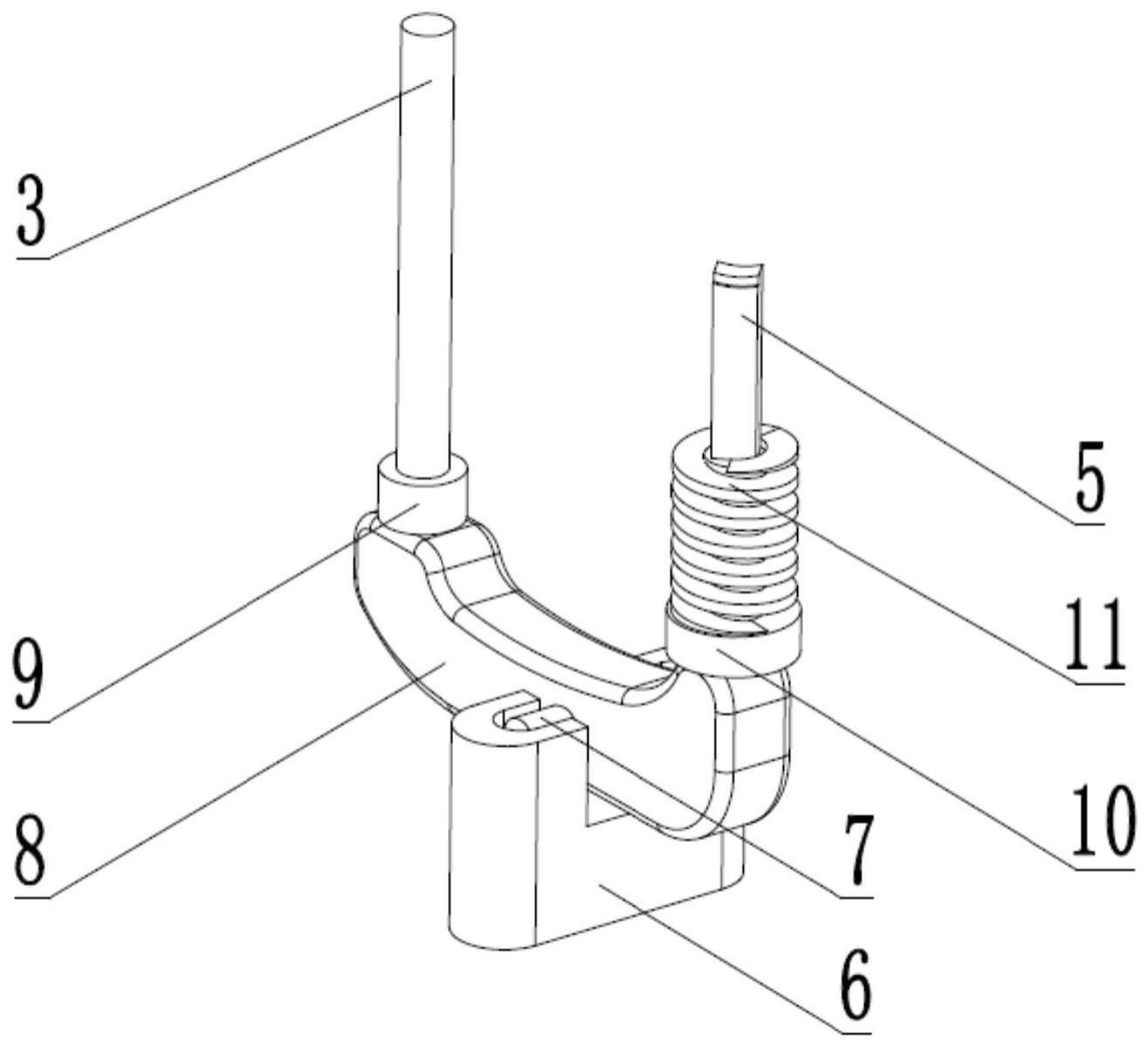
3、芯模结构包括压杆、第一接触部、支撑杠杆、底座、第二接触部、芯模杆和弹簧,动压杆、压杆和第一限位孔的尺寸相适应,芯模杆和第二限位孔的尺寸相适应;
4、支撑杠杆转动连接在底座上,支撑杠杆一端与第一接触部一侧接触,第一接触部另一侧与压杆一端固定连接,第二接触部一侧与支撑杠杆另一端接触,芯模杆一端与弹簧一端同轴固定连接在第二支撑部的另一侧,当芯模杆和弹簧向上移动时,芯模杆通过第二限位孔伸入至腔室内,弹簧另一端与定模的底部外壁相抵。
5、本方案的有益效果为:
6、当向下移动动模和动压杆时,动模和定模合模形成注塑所用的腔室,动压杆沿第一限位孔下压压杆,在支撑杠杆的作用下,芯模杆和弹簧向上移动,芯模杆沿第二限位孔向上顶出并深入到腔室内,弹簧上顶定模外壁并被压缩,待腔室内液体塑料冷却凝固后,将动模向上移出,动压杆同时不再下压压杆,在弹簧的作用下,芯模杆沿第二限位孔同步脱出至腔室外,完成抽芯脱模。
7、过程中,可实现在完成动模脱模的同时,完成芯模部分的抽芯脱模,省去一步操作过程,操作更加简单,并可以防止后面侧向抽芯时的脱模力对此处方孔拉变形,有效提高产品质量,生产效率更高。
8、进一步的,支撑杠杆的一端为第一球体,第一接触部的一端为向内凹陷的第一弧形槽,所述第一球体位于第一弧形槽内。
9、有益效果:第一球体与第一弧形槽的接触方式,可以抵消掉支撑杠杆转动过程所带来的小幅度的横向移动距离,避免第一接触部和支撑杠杆间出现持续性滑动摩擦,保证设备正常工作,延长设备的使用寿命。
10、进一步的,支撑杠杆的另一端为第二球体,第二接触部的一端为向内凹陷的第二弧形槽,所述第二球体位于第二弧形槽内。
11、有益效果:第二球体与第二弧形槽的接触方式,可以抵消掉支撑杠杆转动过程所带来的小幅度的横向移动距离,避免支撑杠杆和第二接触部之间出现持续性滑动摩擦,保证设备正常工作,延长设备的使用寿命。
12、进一步的,所述支撑杠杆还包括销轴,销轴为两个并各自焊接在支撑杠杆的两侧,底座上开有缺口,缺口两侧开有凹槽,支撑杠杆设置于缺口内,两个销轴分别转动连接在缺口两侧的两个凹槽内。有益效果:保证支撑杠杆在反复转动过程中的活动顺畅,减小装置内阻力,节约驱动动模腔结构移动的人力和能源消耗。进一步的,所述第一接触部和第二接触部均采用自润滑材料制成。
13、有益效果:进一步减小第一接触部和压杆、第二接触部和支撑杠杆间的摩擦,减少损耗,延长设备的使用寿命。
技术特征:
1.模具自动抽芯机构,包括动型腔结构、静型腔结构和芯模结构,其特征在于:
2.根据权利要求1所述的模具自动抽芯机构,其特征在于:支撑杠杆的一端为第一球体,第一接触部的一端为向内凹陷的第一弧形槽,所述第一球体位于第一弧形槽内。
3.根据权利要求2所述的模具自动抽芯机构,其特征在于:支撑杠杆的另一端为第二球体,第二接触部的一端为向内凹陷的第二弧形槽,所述第二球体位于第二弧形槽内。
4.根据权利要求3所述的模具自动抽芯机构,其特征在于:所述支撑杠杆还包括销轴,销轴为两个并各自焊接在支撑杠杆的两侧,底座上开有缺口,缺口两侧开有凹槽,支撑杠杆设置于缺口内,两个销轴分别转动连接在缺口两侧的两个凹槽内。
5.根据权利要求4所述的模具自动抽芯机构,其特征在于:所述第一接触部和第二接触部均采用自润滑材料制成。
技术总结
本技术涉及模具注塑生产领域,公开了一种模具自动抽芯机构,包括动模、定模、压杆、芯模杆、底座和支撑杠杆,动模和定模合模形成腔室,动模包括动压杆,用以下压压杆,芯模杆上设置有弹簧,弹簧一端与芯模杆同轴并固定连接在支撑杠杆的一端,当动模合模时,动压杆下压压杆,在支撑杠杆的作用下,芯模杆上顶进入腔室内,弹簧上端顶在定模下表面并被压缩,完成塑膜后,向上取出动模,在弹簧弹力作用下芯模杆同步脱出成形腔完成脱模,可将动模脱模和抽芯脱模一步完成,避免现有技术中后续侧向抽芯时芯模对应的空心结构可能的变形,操作简便,能有效提高产品合格率。
技术研发人员:明伦,柳令
受保护的技术使用者:重庆光奥汽车零部件有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!