一种双色模产品的定位结构的制作方法
本技术涉及双色模具,尤其涉及一种双色模产品的定位结构。
背景技术:
1、双色模具即两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具,双色注塑制品成型时需要一个公模和两个母模,第一次注塑在公模和第一个母模里,成型后打开模具,不经过脱模,直接换到第二个母模,进行第二次注塑,脱模后即可得到双色注塑成品,在对汽车装饰件产品的制作过程中,需要通过双色模具进行双色件产品的注塑,在进行注塑双色件产品后需要在表面进行电镀,电镀的目的是在基材上镀上金属镀层,在实际生产中,在注塑第一色后,产品转到第二色位置注塑第二色时,由于产品浮动原因,导致产品周边压出毛边,对后续电镀产生堆积,漏镀等不良影响。无法满足客户生产要求,造成大量不良品,严重浪费生产资源及生产成本,鉴于此,本领域研究人员设计了一种双色模产品的定位结构,解决双色模的第一色产品浮动移位问题。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种对汽车装饰件产品的第一色产品进行定位的双色模产品的定位结构。
2、本实用新型的技术方案为:一种双色模产品的定位结构,应用于双色模具中,该双色模具包括前模、后模、前模底板、后模底板以及设置在所述前模和所述后模中间的型芯和型腔,该双色模产品的定位结构包括设置在所述前模底板上的若干前模顶针、设置在所述后模底板上的若干后模顶针以及设置在所述型腔上的扣位,所述前模顶针和所述后模顶针在所述型腔的两侧相对设置,所述前模顶针伸入到所述型芯,所述后模顶针伸入到所述型腔上的第一色产品内,所述扣位与第一色产品适配。
3、由上述方案可知,所述前模上增加了前模顶针从上方对产品进行固定,用于防止产品粘前模,所述后模上增加了后模顶针从下方对产品进行固定,所述扣位用于,通过后模顶针伸入到第一色产品内进行定位,从而起到定位和稳固产品的作用,解决了模具转动时的产生的第一色产品的浮动问题。
4、所述前模顶针包括前模顶针头和与所述前模顶针头一体化设置的第一顶杆,所述前模顶针的长度从外至内依次增大。由此可见,所述前模顶针头固定连接在所述前模上,所述第一顶杆竖直向下对第一色产品进行定位顶紧。
5、所述后模顶针包括后模顶针头和与所述后模顶针头一体化设置的第二顶杆,所述第二顶杆包括圆柱段和矩形段,所述圆柱段靠近所述后模顶针头设置,所述矩形段端部形状与所述第一色产品适配,所述后模顶针的长度从外至内依次减小。由此可见,所述后模顶针头固定连接在所述后模上,所述矩形段端部伸入第一色产品内,其端部竖直向上对第一色产品进行抵紧。
6、所述后模顶针伸入到所述型腔上的第一色产品内的伸入长度为0.2~0.4毫米。由此可见,所述后模顶针伸入第一色产品,用于防止第一色产品在型腔的型槽内注塑成型后收缩后移位,从而解决第一色产品在生产过程中出现的浮动问题。
技术特征:
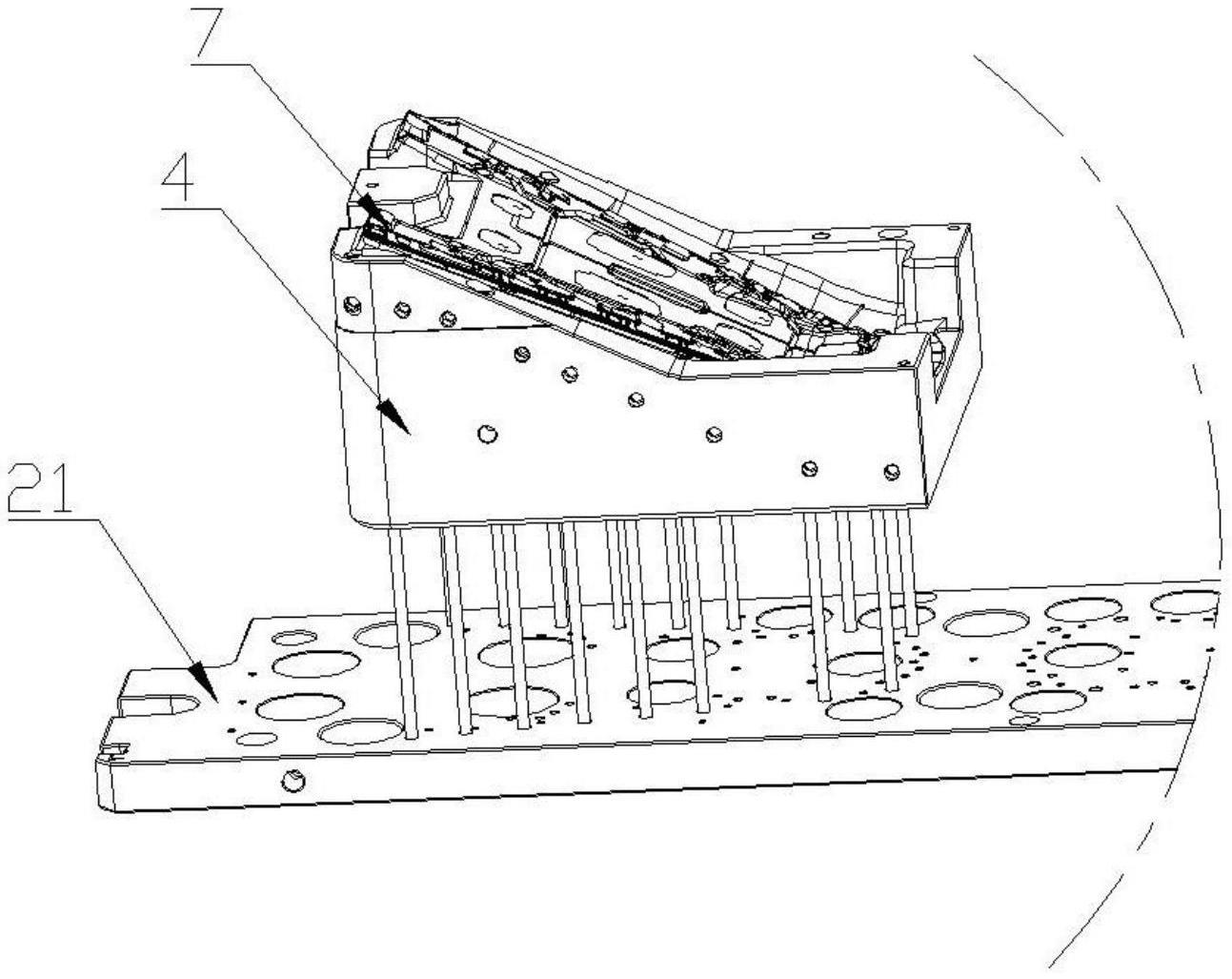
1.一种双色模产品的定位结构,应用于双色模具中,该双色模具包括前模(1)、后模(2)、前模底板(11)、后模底板(21)以及设置在所述前模(1)和所述后模(2)中间的型芯(3)和型腔(4),其特征在于:该双色模产品的定位结构包括设置在所述前模底板(11)上的若干前模顶针(5)、设置在所述后模底板(21)上的若干后模顶针(6)以及设置在所述型腔(4)上的扣位(7),所述前模顶针(5)和所述后模顶针(6)在所述型腔(4)的两侧相对设置,所述前模顶针(5)伸入到所述型芯(3),所述后模顶针(6)穿过所述后模(2)伸入到所述型腔(4)上的第一色产品内,所述扣位(7)与第一色产品适配。
2.根据权利要求1所述的一种双色模产品的定位结构,其特征在于:所述前模顶针(5)包括前模顶针头(51)和与所述前模顶针头(51)一体化设置的第一顶杆(52),所述前模顶针(5)的长度从外至内依次增大。
3.根据权利要求1所述的一种双色模产品的定位结构,其特征在于:所述后模顶针(6)包括后模顶针头(61)和与所述后模顶针头(61)一体化设置的第二顶杆(62),所述第二顶杆(62)包括圆柱段(621)和矩形段(622),所述圆柱段(621)靠近所述后模顶针(6)头设置,所述矩形段(622)的端部形状与所述第一色产品适配,所述后模顶针(6)的长度从外至内依次减小。
4.根据权利要求1所述的一种双色模产品的定位结构,其特征在于:所述后模顶针(6)伸入到所述型腔(4)上的第一色产品内的伸入长度为0.2~0.6毫米。
技术总结
本技术涉及双色模具技术领域,公开了一种对第一色产品进行定位的双色模产品的定位结构,应用于双色模具中,该双色模具包括前模、后模、前模底板、后模底板以及设置在所述前模和所述后模中间的型芯和型腔,该双色模产品的定位结构包括设置在所述前模底板上的若干前模顶针、设置在所述后模底板上的若干后模顶针以及设置在所述型腔上的扣位,所述前模顶针和所述后模顶针在所述型腔的两侧相对设置,所述前模顶针伸入到所述型芯,所述后模顶针伸入到所述型腔上的第一色产品内,所述扣位与第一色产品适配。
技术研发人员:黄忠国,幸东
受保护的技术使用者:三威实业(珠海)有限公司
技术研发日:20230602
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!