一种螺母压入设备的制作方法
本技术涉及的,特别涉及一种螺母压入设备。
背景技术:
1、塑胶件的预埋处理是注塑成型过程中非常常见的一项操作步骤,通过对预埋能够在注塑成型后使得产品的美观性更好。
2、现有一种用于汽车上的塑胶件,该塑胶件为座椅侧板,安装在汽车座椅的左右两侧,属于对称件,单个塑胶件具有三个螺母预埋位,现有采用预埋注塑的方式在一个注塑设备上同时对两个塑胶件进行螺母预埋,用机器人控制夹具来吸取和放置六个螺母,生产节拍过长,生产效率低,无法满足大产量的需求。
技术实现思路
1、本实用新型的主要目的是提供一种螺母压入设备,旨在有效解决现有塑胶件的生产节拍过长,生产效率低的问题。
2、为了达到上述目的,本实用新型的技术方案有:
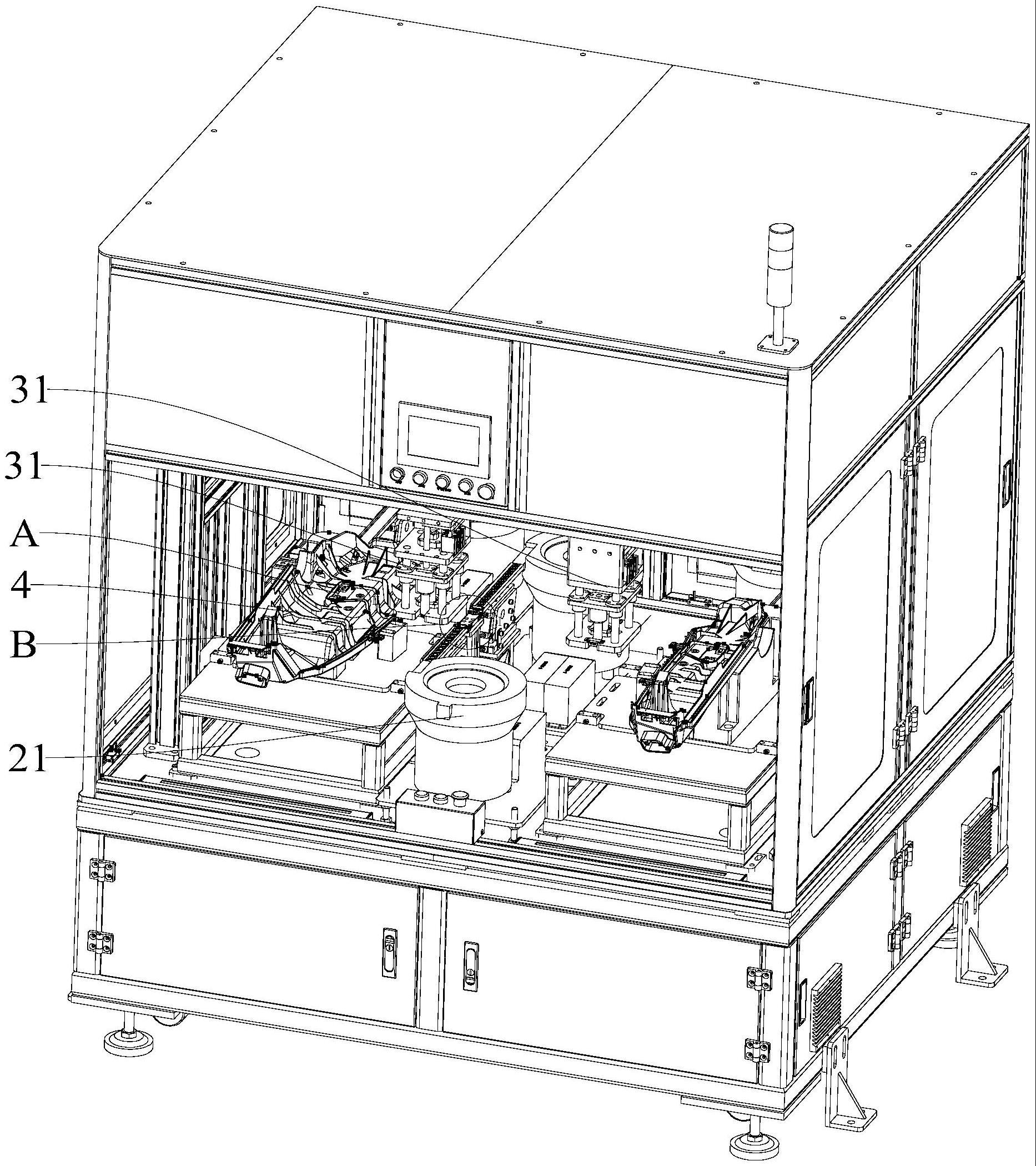
3、本实用新型提供一种螺母压入设备,用于对两件对称的塑胶件压入螺母,塑胶件具有第一、第二以及第三螺母压入位,第一、第二螺母压入位对齐设置且位于同一高度,所述螺母压入设备包括:
4、工作平台;
5、两个工件放置部,左右对称设置在所述工作平台上,两件对称的塑胶件对应放置在两个所述工件放置部后,两个塑胶件的第一、第二螺母压入位靠近对向设置;
6、四个螺母供给装置,设置在所述工作平台上,其中两个所述螺母供给装置设置在两个所述工件放置部的中间,用于为两个塑胶件的第一、第二螺母压入位提供螺母;另外两个所述螺母供给装置靠近对应的第三螺母压入位,为第三螺母压入位提供螺母;
7、四个螺母抓压装置,用于抓取四个所述螺母供给装置上的螺母并将对应的螺母压入对应的螺母压入位。
8、与现有技术相比,本实用新型提供的一种螺母压入设备,放弃了原有螺母注塑预埋的生产方式,改用螺母压入的生产方式,采用四个螺母供给装置进行供料和四个螺母抓压装置对两个对称的塑胶件同时压入六个螺母,生产效率高,满足大产量需求。
9、在一种优选实施例中,所述螺母抓压装置包括:
10、抓压组件,其设置在所述工件放置部和所述螺母供给装置的上方,
11、移动组件,其与所述抓压组件连接,以驱动所述抓压组件来回往返抓取位置和压入位置,
12、当所述抓压组件位于抓取位置时,所述抓压组件位于所述螺母供给装置的正上方;当所述抓压组件位于压入位置时,所述抓压组件位于所述工件放置部的正上方。
13、在一种优选实施例中,所述移动组件包括线性模组,所述线性模组的驱动端与所述移动组件连接。
14、在一种优选实施例中,所述抓压组件包括:抓压驱动装置;磁吸杆,其与所述抓压驱动装置连接;所述磁吸杆在所述抓压驱动装置的驱动作用下作沿竖直方向作直线往复运动。
15、在一种优选实施例中,所述磁吸杆为电磁式吸杆;所述磁吸杆在抓取螺母至压入螺母的过程中处于通电状态;所述磁吸杆在螺母压入完成后处于失电状态。
16、在一种优选实施例中,所述磁吸杆上套接有冲压块;在压入螺母时,所述冲压块的底端面与所述螺母抵接。
17、在一种优选实施例中,所述螺母供给装置包括供料盘、直振轨道以及定位部,所述直振轨道与所述供料盘的出口处对接,所述定位部与所述直振轨道的出口处对接;所述定位部用于固定存放一个螺母,以供所述螺母抓压装置移动至所述定位部的上方抓取螺母。
18、在一种优选实施例中,位于两个所述工件放置部之间的两个所述定位部之间的距离等于所述第一螺母压入位和所述螺母压入位之间的距离;用于吸附两个所述定位部的螺母抓压装置具有两个所述磁吸杆,两个所述磁吸杆之间的距离等于两个所述螺母压入位之间的距离。
19、在一种优选实施例中,所述工件放置部具有多个吸盘,用于吸附工件的底面。
20、为了更好地理解和实施,下图结合附图详细说明本实用新型。
技术特征:
1.一种螺母压入设备,其特征在于,用于对两件对称的塑胶件压入螺母,塑胶件具有第一、第二以及第三螺母压入位,第一、第二螺母压入位对齐设置且位于同一高度;所述螺母压入设备包括:
2.根据权利要求1所述的螺母压入设备,其特征在于,所述螺母抓压装置包括:抓压组件,其设置在所述工件放置部和所述螺母供给装置的上方,移动组件,其与所述抓压组件连接,以驱动所述抓压组件来回往返抓取位置和压入位置,
3.根据权利要求2所述的螺母压入设备,其特征在于:
4.根据权利要求2所述的螺母压入设备,其特征在于,所述抓压组件包括:
5.根据权利要求4所述的螺母压入设备,其特征在于:
6.根据权利要求4所述的螺母压入设备,其特征在于:
7.根据权利要求5所述的螺母压入设备,其特征在于:
8.根据权利要求7所述的螺母压入设备,其特征在于:
9.根据权利要求1所述的螺母压入设备,其特征在于:
技术总结
本技术提供一种螺母压入设备,包括:工作平台;两个工件放置部,左右对称设置在所述工作平台上;四个螺母供给装置,设置在所述工作平台上,其中两个所述螺母供给装置设置在两个所述工件放置部的中间;四个螺母抓压装置,用于抓取四个所述螺母供给装置上的螺母并将对应的螺母压入对应的螺母压入位。本技术放弃了原有螺母注塑预埋的生产方式,改用螺母压入的生产方式,采用四个螺母供给装置进行供料和四个螺母抓压装置对两个对称的塑胶件同时压入六个螺母,生产效率高,满足大产量需求。
技术研发人员:肖建东
受保护的技术使用者:佛山市顺德区东亚汽车部件有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!