用于融化3D打印耗材的融化组件及3D打印机的制作方法
本申请涉及3d打印,具体而言,涉及一种用于融化3d打印耗材的融化组件及3d打印机。
背景技术:
1、随着3d打印技术越来越成熟的发展,3d打印机的速度也在不断地提升,为了满足高速且高质量的打印效果,传统的喷嘴的融化技术已经不能满足高速打印的需求。
2、现有技术中,耗材的导热系数一般在1w/m·k以下,对于耗材的融化,大部分是在喷嘴中通过增加流道数量来增加耗材与喷嘴的接触面积,从而来增加耗材的融化速度,但是这种方案中,多个流道的径向尺寸一般是一致的,当耗材灌满整个流道后,位于流道中心位置的耗材与外部最先接收热量的耗材存在一定距离,因此,当热量传递到流道中心的耗材时,会有一定的热量损失,且耗材本身的导热系数低,从而导致流道中心的耗材融化效率低,进一步影响耗材整体的融化速度,无法满足高速打印时对耗材融化的需求。
技术实现思路
1、本申请实施例的目的在于提供一种用于融化3d打印耗材的融化组件及3d打印机,能够对经过加热后的耗材的外表面进行剥离,直接对耗材的内芯进行加热,从而提高耗材的加热速度。
2、第一方面,本申请提供一种用于融化3d打印耗材的融化组件,包括:引导件,用于引导预热后的3d打印耗材流动以及用于对3d打印耗材进行加热,所述引导件设有至少两个第一流道和一个第二流道,所述第一流道沿所述第二流道的周向设置,所述第二流道的横截面积小于所述第一流道的横截面积。
3、作为一种实施方式,所述第一流道与所述第二流道相连通,至少一个所述第一流道的横截面与所述第二流道的横截面在所述引导件同一径向方向上。
4、作为一种实施方式,所述第一流道的数量设置为两个,两个所述第一流道的横截面与所述第二流道的横截面在所述引导件同一径向方向上,或者;所述第一流道的数量设置为三个,三个所述第一流道均与所述第二流道相连通。
5、作为一种实施方式,多个所述第一流道和所述第二流道构成融化流道,所述融化流道的横截面为多段弧形边围设的封闭图形。
6、作为一种实施方式,所述第一流道与所述第二流道间隔设置;所述第一流道的横截面为多段弧形边围设的封闭图形。
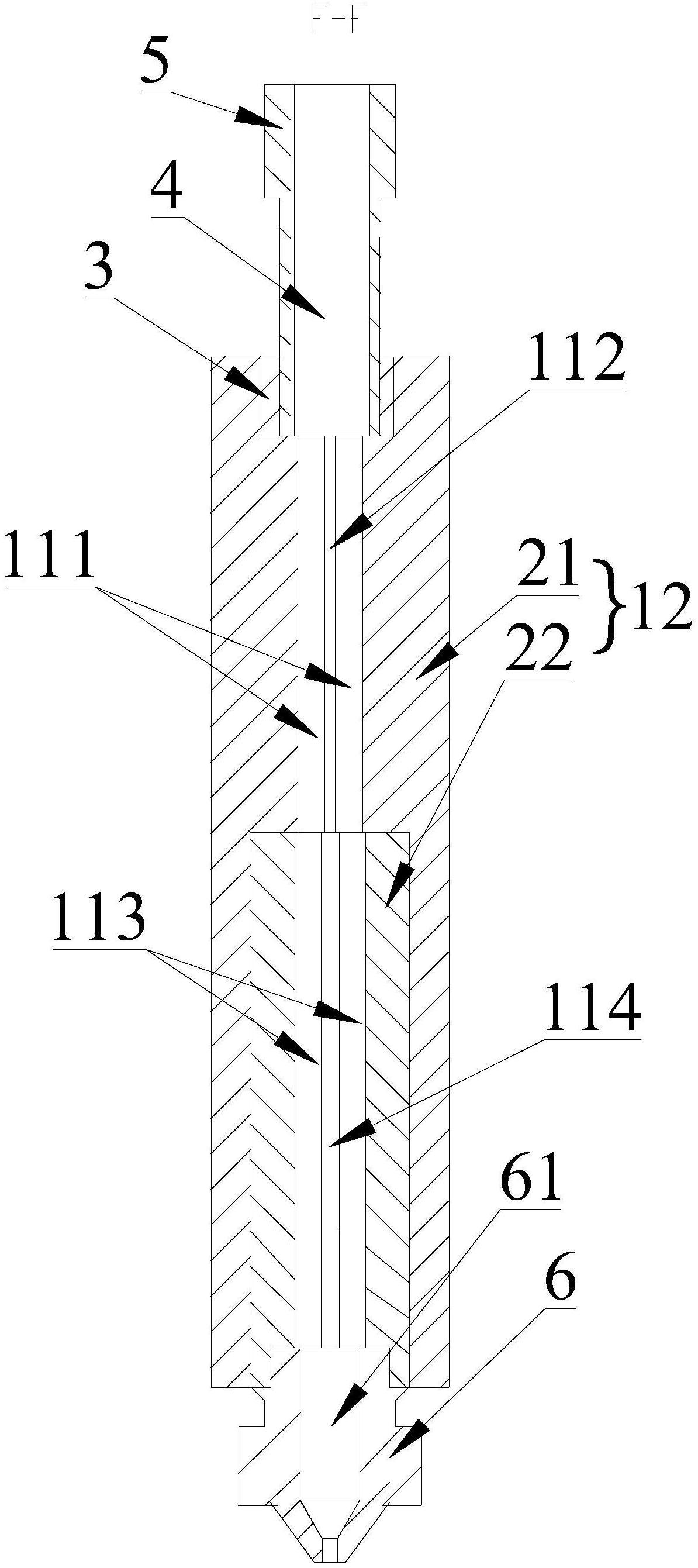
7、作为一种实施方式,所述引导件包括第一喷嘴,所述第一喷嘴包括加热段和融合段,所述加热段设有所述第一流道和所述第二流道;所述融合段设有第一融合流道,所述第一融合流道与所述第一流道和所述第二流道相连通;所述融化组件还包括第一加热件,所述第一加热件设于所述第一喷嘴的加热段的外表面,并与所述第一喷嘴固定连接。
8、作为一种实施方式,所述加热段包括第一加热子段和第二加热子段,所述第一加热子段设有所述第一流道和所述第二流道,所述第二加热子段设有至少两个第三流道和第四流道,所述第三流道和所述第四流道相连通,所述第三流道和所述第四流道的一端与所述第一流道和所述第二流道相连通,另一端均与所述第一融合流道相连通;其中,相邻的两个所述第三流道设有止挡部,所述第三流道的轴线与所述第一流道的轴线错位设置,所述第二流道与所述第四流道同轴设置。
9、作为一种实施方式,所述第一喷嘴包括第一本体和第二本体,所述第一本体设有所述第一流道和所述第二流道,所述第二本体设有所述第三流道和所述第四流道,所述第二本体插设于所述第一本体的容纳槽中,且与所述第一本体的容纳槽的内壁面贴合。
10、作为一种实施方式,所述第一本体与所述第二本体设有互相配合的定位结构。
11、作为一种实施方式,所述引导件包括第二加热件,所述第二加热件包括加热段,所述加热段设有所述第一流道和所述第二流道;所述融化组件还包括第二喷嘴,所述第二喷嘴与所述第二加热件固定连接,所述第二喷嘴设有第二融合流道,所述第二融合流道与所述第一流道和所述第二流道相连通。
12、作为一种实施方式,所述加热段包括第一加热子段和第二加热子段,所述第一加热子段设有所述第一流道和所述第二流道,所述第二加热子段设有至少两个第三流道和第四流道,所述第三流道和所述第四流道相连通,所述第三流道和所述第四流道的一端与所述第一流道和所述第二流道相连通,另一端均与所述第二融合流道相连通;其中,相邻的两个所述第三流道设有止挡部,所述第三流道的轴线与所述第一流道的轴线错位设置,所述第二流道与所述第四流道同轴设置。
13、作为一种实施方式,所述第二加热件包括第一加热部和第二加热部,所述第一加热部设有所述第一流道和所述第二流道,所述第二加热部设有所述第三流道和所述第四流道,所述第二加热部插设于所述第一加热部的容纳槽中,且与所述第一加热部的容纳槽的内壁面贴合。
14、作为一种实施方式,所述第一加热部与所述第二加热部设有互相配合的定位结构。
15、作为一种实施方式,所述引导件的一端设有安装槽,所述融化组件还包括连接块,所述连接块用于与喉管连接,所述安装槽用于容纳所述连接块,所述连接块用于向喉管中的3d打印耗材传递热量,以对3d打印耗材进行预热。
16、第二方面,本申请提供一种3d打印机,包括第一方面提供的用于融化3d打印耗材的融化组件,喉管,通过连接块与引导件相连接,用于将耗材输送至所述引导件中。
17、本申请的技术方案具有以下效果:
18、1、通过在引导件中设有至少两个第一流道和一个第二流道,多个第一流道沿第二流道的周向设置,第二流道的横截面积小于第一流道的横截面积,从而使第二流道能够对耗材的外表面起到剥离的作用,使被预热后的耗材的外表面流入到第一流道中,而内芯的径向尺寸较小,因此,内芯则直接流入到第二流道中,实现对内芯单独加热,减少耗材外表面的材料对内芯加热的影响,提高引导件对耗材的加热效果,提高耗材的加热效率,进一步则提高耗材整体的融化速度。
技术特征:
1.一种用于融化3d打印耗材的融化组件,其特征在于,包括:
2.根据权利要求1所述的融化组件,其特征在于,所述第一流道与所述第二流道相连通,至少一个所述第一流道的横截面与所述第二流道的横截面在所述引导件同一径向方向上。
3.根据权利要求2所述的融化组件,其特征在于,所述第一流道的数量设置为两个,两个所述第一流道的横截面与所述第二流道的横截面在所述引导件同一径向方向上,或者;
4.根据权利要求1至3任一项所述的融化组件,其特征在于,多个所述第一流道和所述第二流道构成融化流道,所述融化流道的横截面为多段弧形边围设的封闭图形。
5.根据权利要求1所述的融化组件,其特征在于,所述第一流道与所述第二流道间隔设置;所述第一流道的横截面为多段弧形边围设的封闭图形。
6.根据权利要求4所述的融化组件,其特征在于,所述引导件包括第一喷嘴,所述第一喷嘴包括加热段和融合段,所述加热段设有所述第一流道和所述第二流道;
7.根据权利要求6所述的融化组件,其特征在于,所述加热段包括第一加热子段和第二加热子段,所述第一加热子段设有所述第一流道和所述第二流道,所述第二加热子段设有至少两个第三流道和第四流道,所述第三流道和所述第四流道相连通,所述第三流道和所述第四流道的一端与所述第一流道和所述第二流道相连通,另一端均与所述第一融合流道相连通;
8.根据权利要求7所述的融化组件,其特征在于,所述第一喷嘴包括第一本体和第二本体,所述第一本体设有所述第一流道和所述第二流道,所述第二本体设有所述第三流道和所述第四流道,所述第二本体插设于所述第一本体的容纳槽中,且与所述第一本体的容纳槽的内壁面贴合。
9.根据权利要求8所述的融化组件,其特征在于,所述第一本体与所述第二本体设有互相配合的定位结构。
10.根据权利要求4所述的融化组件,其特征在于,所述引导件包括第二加热件,所述第二加热件包括加热段,所述加热段设有所述第一流道和所述第二流道;
11.根据权利要求10所述的融化组件,其特征在于,所述加热段包括第一加热子段和第二加热子段,所述第一加热子段设有所述第一流道和所述第二流道,所述第二加热子段设有至少两个第三流道和第四流道,所述第三流道和所述第四流道相连通,所述第三流道和所述第四流道的一端与所述第一流道和所述第二流道相连通,另一端均与所述第二融合流道相连通;
12.根据权利要求11所述的融化组件,其特征在于,所述第二加热件包括第一加热部和第二加热部,所述第一加热部设有所述第一流道和所述第二流道,所述第二加热部设有所述第三流道和所述第四流道,所述第二加热部插设于所述第一加热部的容纳槽中,且与所述第一加热部的容纳槽的内壁面贴合。
13.根据权利要求12所述的融化组件,其特征在于,所述第一加热部与所述第二加热部设有互相配合的定位结构。
14.根据权利要求1至3任一项所述的融化组件,其特征在于,所述引导件的一端设有安装槽,所述融化组件还包括连接块,所述连接块用于与喉管连接,所述安装槽用于容纳所述连接块,所述连接块用于向喉管中的3d打印耗材传递热量,以对3d打印耗材进行预热。
15.一种3d打印机,其特征在于,包括权利要求1至14任一项所述的用于融化3d打印耗材的融化组件;
技术总结
本申请涉及3D打印技术领域,提供一种用于融化3D打印耗材的融化组件及3D打印机,其中用于融化3D打印耗材的融化组件包括:引导件,用于引导预热后的3D打印耗流动以及用于对3D打印耗材进行加热,引导件设有至少两个第一流道和一个第二流道,第一流道沿第二流道的周向设置,第二流道的横截面积小于第一流道的横截面积。通过本申请的技术方案,能够解决对经过加热后的耗材的外表面进行剥离,直接对耗材的内芯进行加热,从而提高耗材的加热速度。
技术研发人员:申康,王勤东,段志辉,路创意
受保护的技术使用者:郑州潮阔电子科技有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!