镶件快速更换结构的制作方法
本技术涉及注塑机模具,尤其是一种镶件快速更换结构。
背景技术:
1、如图1所示,有一种安装在注塑机机台上的模具结构,包括型腔底板101、型腔102以及插装在型腔102一侧的镶件单元;型腔底板101上表面设有型腔定位槽,型腔定位槽内设有与镶件单元位置相对应的镶件安装槽;镶件单元包括呈柱状的第一镶件103,第一镶件103的中下段套装有一呈筒状的第二镶件104,第二镶件104底部的外环壁设有第一凸缘105,第二镶件104底部的内壁设有凹槽,第一镶件103底部的外壁设有与凹槽相适应的第二凸缘,镶件安装槽的深度和内径分别与第一凸缘105的高度和外径相适应;镶件单元的中下段从竖直设置于型腔102一侧的镶件通道中穿过,其底部设有第一凸缘部分放置在镶件安装槽内,型腔102底部放置于型腔定位槽内,且型腔102的下表面与第一凸缘105的上表面相压接,型腔102与型腔底板101之间还设有连接螺栓。
2、当该模具为了生产其它形状的零件,需要更换镶件单元时,需要先将整套模具从机台上卸下来,再将安装在型腔底板101上的其它部件拆散,并拆掉安装在型腔底板101和型腔102之间的连接螺栓,然后将型腔102吊装出来,最后将镶件单元从镶件安装槽内取出,再换上生产需要使用的其它镶件,并根据前述步骤倒序重新组装整套模具,整个更换过程耗费时间长且效率低,也导致增加了工人的劳动强度。
技术实现思路
1、本实用新型的目的是提供一种镶件快速更换结构,它可以解决现有安装于注塑机机台上的模具结构在更换镶件时,耗费时间长且效率低的问题。
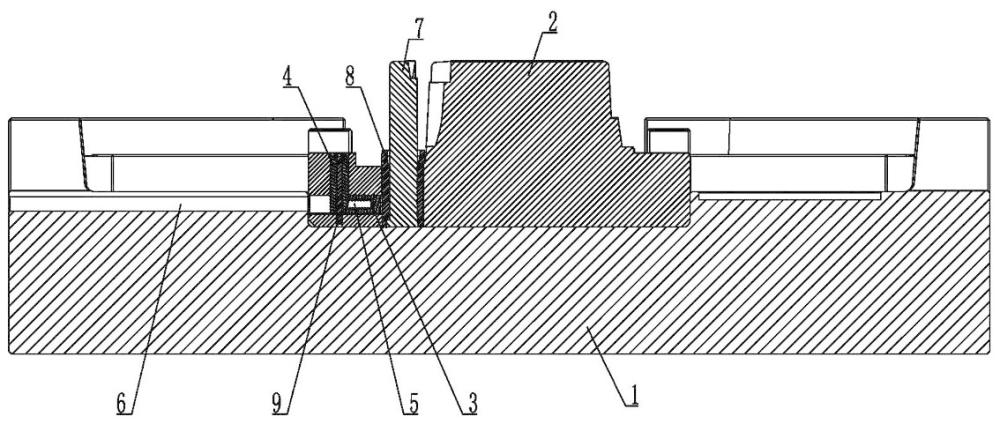
2、为了解决上述问题,本实用新型采用的技术方案是:这种镶件快速更换结构,包括型腔底板、型腔以及插装在所述型腔一侧的镶件单元,所述型腔底板的上表面设有型腔定位槽,所述型腔的底部置于所述型腔定位槽内;所述型腔于所述镶件单元一侧设有镶件紧固单元,所述镶件紧固单元包括固定块和压紧块,所述型腔具有横向设置的用于所述固定块进出的第一通道,所述固定块的一端与所述镶件单元卡接,另一端与所述压紧块相抵接,所述固定块内设有开口朝向所述压紧块的具有内螺纹的螺纹孔,所述型腔底板具有横向设置的用于拆装柱销进入的柱销通道,所述柱销通道与所述螺纹孔的位置相对应。
3、上述技术方案中,更具体的技术方案还可以是:所述镶件单元包括柱状镶件和套状在所述柱状镶件中下段的筒状镶件,所述筒状镶件底部的内壁上设有凹槽,所述柱状镶件底部的外壁上设有与所述凹槽相适应的凸缘。
4、进一步的,所述筒状镶件的外壁设有两个相对的卡槽,所述固定块的一端设有u型卡口,所述u型卡口的两侧壁卡入所述卡槽内。
5、进一步的,所述型腔具有竖向设置并与所述第一通道相连通的第二通道,所述压紧块置于所述第二通道内并通过固定螺栓与所述型腔相连接。
6、进一步的,所述压紧块的顶部设有用于压紧块拔出工具进入的拔销孔,所述拔销孔具有内螺纹,所述压紧块的底部进入所述第一通道内并与所述固定块的另一端相抵接。
7、进一步的,所述拆装柱销包括长杆,所述长杆的一端设有螺纹端部,另一端设有把手,所述螺纹端部具有与所述螺纹孔内螺纹相对应的外螺纹。
8、进一步的,所述压紧块拔出工具包括长棍,所述长棍的一端固定连接有连接螺栓,所述连接螺栓具有与所述拔销孔内螺纹相对应的外螺纹。
9、进一步的,所述螺纹孔为盲孔。
10、进一步的,所述型腔通过型腔螺栓与所述型腔底板相连接。
11、由于采用了上述技术方案,本实用新型与现有技术相比具有如下有益效果:
12、本实用新型在更换镶件单元时,无需将安装在型腔底板上的其它部件拆散,也不用吊装型腔,结构容易拆装,减少了更换时间,提升了换件效率,也降低了工人的劳动强度和生产成本。
技术特征:
1.一种镶件快速更换结构,其特征在于:包括型腔底板、型腔以及插装在所述型腔一侧的镶件单元,所述型腔底板的上表面设有型腔定位槽,所述型腔的底部置于所述型腔定位槽内;所述型腔于所述镶件单元一侧设有镶件紧固单元,所述镶件紧固单元包括固定块和压紧块,所述型腔具有横向设置的用于所述固定块进出的第一通道,所述固定块的一端与所述镶件单元卡接,另一端与所述压紧块相抵接,所述固定块内设有开口朝向所述压紧块的具有内螺纹的螺纹孔,所述型腔底板具有横向设置的用于拆装柱销进入的柱销通道,所述柱销通道与所述螺纹孔的位置相对应。
2.根据权利要求1所述的镶件快速更换结构,其特征在于:所述镶件单元包括柱状镶件和套状在所述柱状镶件中下段的筒状镶件,所述筒状镶件底部的内壁上设有凹槽,所述柱状镶件底部的外壁上设有与所述凹槽相适应的凸缘。
3.根据权利要求2所述的镶件快速更换结构,其特征在于:所述筒状镶件的外壁设有两个相对的卡槽,所述固定块的一端设有u型卡口,所述u型卡口的两侧壁卡入所述卡槽内。
4.根据权利要求1至3中任一项所述的镶件快速更换结构,其特征在于:所述型腔具有竖向设置并与所述第一通道相连通的第二通道,所述压紧块置于所述第二通道内并通过固定螺栓与所述型腔相连接。
5.根据权利要求4所述的镶件快速更换结构,其特征在于:所述压紧块的顶部设有用于压紧块拔出工具进入的拔销孔,所述拔销孔具有内螺纹,所述压紧块的底部进入所述第一通道内并与所述固定块的另一端相抵接。
6.根据权利要求5所述的镶件快速更换结构,其特征在于:所述拆装柱销包括长杆,所述长杆的一端设有螺纹端部,另一端设有把手,所述螺纹端部具有与所述螺纹孔内螺纹相对应的外螺纹。
7.根据权利要求6所述的镶件快速更换结构,其特征在于:所述压紧块拔出工具包括长棍,所述长棍的一端固定连接有连接螺栓,所述连接螺栓具有与所述拔销孔内螺纹相对应的外螺纹。
8.根据权利要求7所述的镶件快速更换结构,其特征在于:所述螺纹孔为盲孔。
9.根据权利要求8所述的镶件快速更换结构,其特征在于:所述型腔通过型腔螺栓与所述型腔底板相连接。
技术总结
本技术公开了一种镶件快速更换结构,涉及注塑机模具技术领域;它包括型腔底板、型腔以及插装在型腔一侧的镶件单元,型腔底板的上表面设有型腔定位槽,型腔的底部置于型腔定位槽内;型腔于镶件单元一侧设有镶件紧固单元,镶件紧固单元包括固定块和压紧块,型腔具有横向设置的用于固定块进出的第一通道,固定块的一端与镶件单元卡接,另一端与压紧块相抵接,固定块内设有开口朝向压紧块的具有内螺纹的螺纹孔,型腔底板具有横向设置的用于拆装柱销进入的柱销通道,柱销通道与螺纹孔的位置相对应。与现有技术相比,本技术可以解决现有安装于注塑机机台上的模具结构在更换镶件时,耗费时间长且效率低的问题。
技术研发人员:杨方,吴本新,王璇,何鑫,黄英标,梁玉生,李书达,谭广华,陈玲玲,何登
受保护的技术使用者:广西方鑫技术有限公司
技术研发日:20230705
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!