一种绝缘塑粉管道成型装置的制作方法
本技术涉及管道成型装置,具体为一种绝缘塑粉管道成型装置。
背景技术:
1、塑料管道是指用塑料材质制成的管子,塑料管道具有自重轻,卫生安全,水流阻力小,节省能源,节省金属,改善生活环境,使用寿命长,安全方便等特点,受到管道工程界的青睐,塑粉是塑料粉末经过高温加热之后通过压缩空气给的风喷到材质表面,塑料管材的生产工艺为:首先将预处理后的原料通过单螺杆机或双螺杆机与模具相配合,挤出成管,挤出成型的管材通过冷却处理,最后由卷绕机绕成盘状储存。
2、塑粉管道成型是将预处理后的原料通过单螺杆机或双螺杆机与模具相配合,挤出成管进行塑粉,塑粉管道通过冷却处理后,由牵引机拉动管道进行切割储存,塑粉管道成型的冷却通常是使用喷头洒水对管道进行冷却处理,喷头洒水不能均匀地对管道四周进行冷却处理,导致管道的冷却效果差,管道冷却效率低。
技术实现思路
1、本实用新型提供了一种绝缘塑粉管道成型装置,通过冷却机构,可快速对管道进行冷却处理,避免使用喷头洒水对管道进行冷却处理,喷头洒水不能均匀地对管道四周进行冷却处理,导致管道的冷却效果差,管道冷却效率低,通过牵引机上的导向杆,可起到对管道的限位,避免成型管道在移动过程中,位置发生偏移。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种绝缘塑粉管道成型装置,包括:
3、底座;
4、安装架,固定设置于底座的外壁顶部;
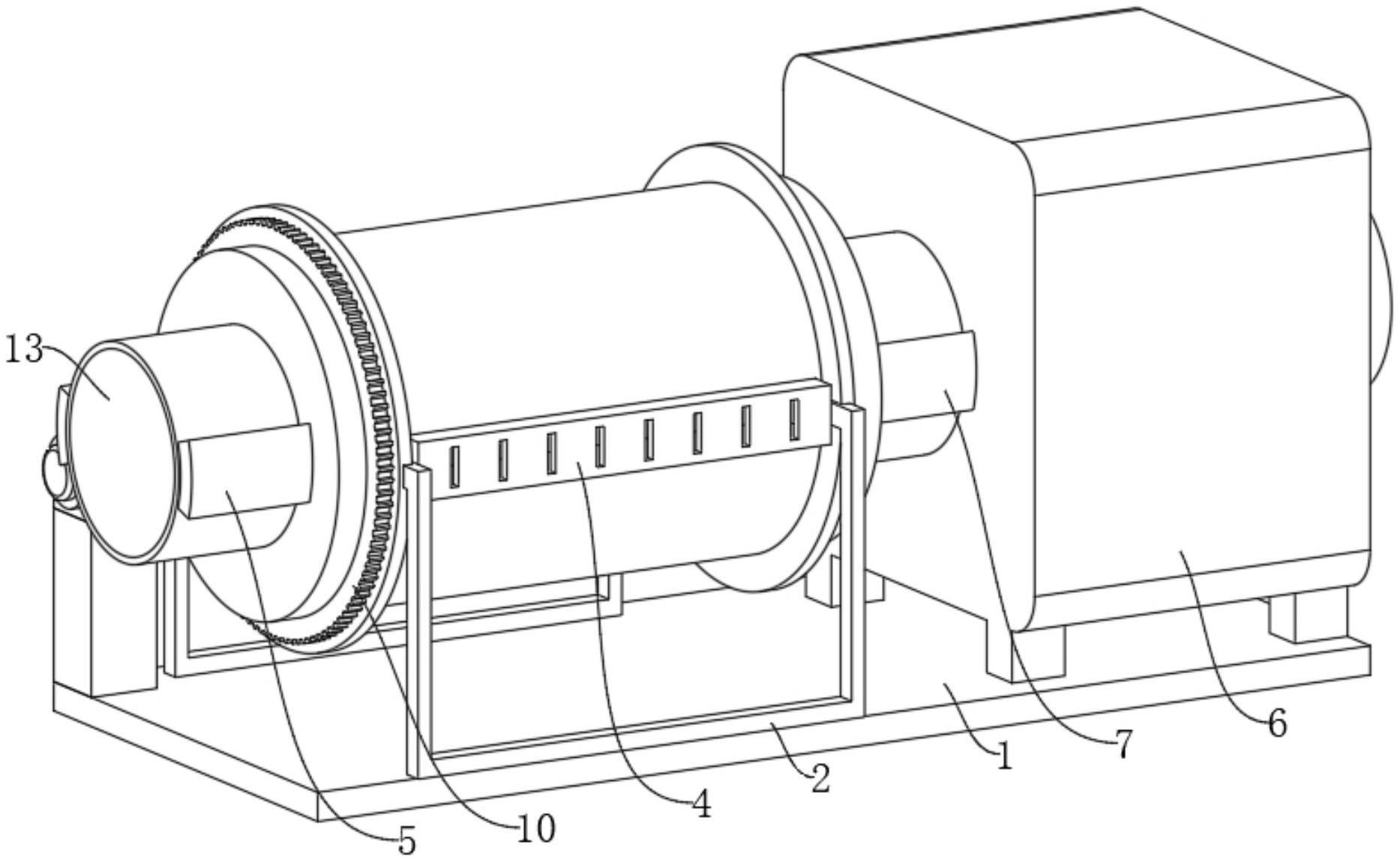
5、冷却机构,设于安装架内,所述冷却机构包括转动筒、驱动部件和冷风机,所述转动筒转动嵌设于安装架的内壁,所述驱动部件设于转动筒上,所述冷风机安装设于转动筒的内壁;
6、牵引机,安装设置于底座的外壁顶部;以及
7、导向杆,设有两个,每个所述导向杆均固定设置于牵引机的外壁一侧。
8、进一步地,所述驱动部件包括转动电机、小齿轮、大齿轮和转动组件,所述转动电机通过螺栓安装于底座的外壁顶部,所述小齿轮固定套设于转动电机的输出端,所述大齿轮固定套设于转动筒的外壁,所述转动组件设于安装架上,所述小齿轮与大齿轮相啮合。
9、进一步的,所述转动组件包括转动圈和转动槽,所述转动圈固定设置于大齿轮的外壁一侧,所述转动槽开设于安装架的外壁一侧,所述转动圈转动嵌设于转动槽的内壁。
10、进一步地,所述安装架的外壁一侧均固定设置有两个限位杆。
11、进一步地,所述牵引机的内壁安装有管道主体。
12、进一步地,每个所述导向杆均固定设置于安装架的外壁一侧。
13、本实用新型提供了一种绝缘塑粉管道成型装置。具备以下有益效果:
14、(1)、该绝缘塑粉管道成型装置,通过冷却机构,可快速对管道进行冷却处理,避免使用喷头洒水对管道进行冷却处理,喷头洒水不能均匀地对管道四周进行冷却处理,导致管道的冷却效果差,管道冷却效率低。
15、(2)、该绝缘塑粉管道成型装置,通过牵引机上的导向杆,可起到对管道的限位,避免成型管道在移动过程中,位置发生偏移。
技术特征:
1.一种绝缘塑粉管道成型装置,其特征在于,包括:
2.根据权利要求1所述的一种绝缘塑粉管道成型装置,其特征在于:所述驱动部件包括转动电机(8)、小齿轮(9)、大齿轮(10)和转动组件,所述转动电机(8)通过螺栓安装于底座(1)的外壁顶部,所述小齿轮(9)固定套设于转动电机(8)的输出端,所述大齿轮(10)固定套设于转动筒(3)的外壁,所述转动组件设于安装架(2)上,所述小齿轮(9)与大齿轮(10)相啮合。
3.根据权利要求2所述的一种绝缘塑粉管道成型装置,其特征在于:所述转动组件包括转动圈(11)和转动槽(12),所述转动圈(11)固定设置于大齿轮(10)的外壁一侧,所述转动槽(12)开设于安装架(2)的外壁一侧,所述转动圈(11)转动嵌设于转动槽(12)的内壁。
4.根据权利要求3所述的一种绝缘塑粉管道成型装置,其特征在于:所述安装架(2)的外壁一侧均固定设置有两个限位杆(5)。
5.根据权利要求4所述的一种绝缘塑粉管道成型装置,其特征在于:所述牵引机(6)的内壁安装有管道主体(13)。
6.根据权利要求5所述的一种绝缘塑粉管道成型装置,其特征在于:每个所述导向杆(7)均固定设置于安装架(2)的外壁一侧。
技术总结
本技术公开了一种绝缘塑粉管道成型装置,涉及管道成型装置技术领域。包括:底座,安装架,固定设置于底座的外壁顶部,冷却机构,设于安装架内,冷却机构包括转动筒、驱动部件和冷风机,转动筒转动嵌设于安装架的内壁,驱动部件设于转动筒上,冷风机安装设于转动筒的内壁,牵引机,安装设置于底座的外壁顶部。该绝缘塑粉管道成型装置,通过冷却机构,可快速对管道进行冷却处理,避免使用喷头洒水对管道进行冷却处理,喷头洒水不能均匀地对管道四周进行冷却处理,导致管道的冷却效果差,管道冷却效率低,该绝缘塑粉管道成型装置,通过牵引机上的导向杆,可起到对管道的限位,避免成型管道在移动过程中,位置发生偏移。
技术研发人员:葛立志,王大勇,史强强,王炳淑,王萍
受保护的技术使用者:山东神州塑粉股份有限公司
技术研发日:20230712
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!