一种双注料挤出机构的制作方法
本技术涉及吹塑设备,具体为一种双注料挤出机构。
背景技术:
1、吹塑也称中空吹塑,一种发展迅速的塑料加工方法。吹塑工艺在第二次世界大战期间,开始用于生产低密度聚乙烯小瓶。随着高密度聚乙烯的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用专利号:cn112384355b:公开了一种吹塑成型设备,使用两次吹塑法,可以高效地形成树脂容器,并且可以改善树脂容器的性能(例如,耐热性)。另外,根据本发明的吹塑成型设备还可形成例如具有把手的容器或偏心容器。即根据本发明的吹塑成型设备,可以形成具有诸如耐热性之类的改善性能的具有把手的容器或偏心容器。
2、现有的吹塑设备在生产过程中,通过一组注料机头进行排料,每次只能吹塑一组产品,吹塑效率较慢,同时注料机头与送料桶之间由一定距离,挤出原料进入到注料机头后温度降低,导致原料流动性变差,容易造成挤出头的堵塞,为解决上述问题,本申请中提出一种双注料挤出机构。
技术实现思路
1、(一)实用新型目的
2、为解决背景技术中存在的技术问题,本实用新型提出一种双注料挤出机构,通过双注料机头和双送机构相互配合,可同时排出两组挤出原料,可提升吹塑设备的吹塑效率,通过送料桶内的余温对注料机头进行加热,使注料机头保持一定温度,可避免挤出原料进入到注料机头后温度降低,导致挤出原料流动性降低堵塞排料嘴。
3、(二)技术方案
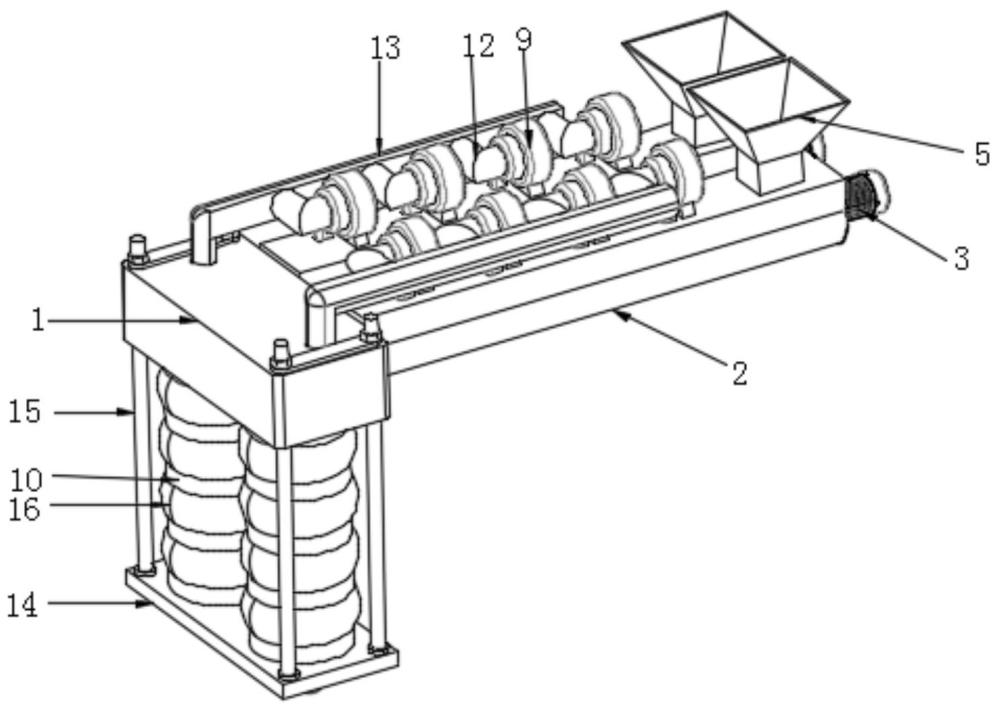
4、为解决上述技术问题,本实用新型提供了一种双注料挤出机构,包括固定架、注料机头和排料嘴,所述注料机头对称设在固定架上,所述排料嘴连接在注料机头底部,所述固定架侧壁对称连接有送料桶,所述送料桶与注料机头导通相连,所述送料桶的自由端安装有驱动电机,所述驱动电机的动力输出端连接有送料绞龙,所述送料桶腔壁开设有插接槽,所述插接槽内腔插接有加热丝筒,所述送料桶顶部等距设有若干组气泵,所述注料机头表面等距设有若干组加热罩。
5、优选的,所述插接槽顶部开设有集热腔,所述气泵的进气端与集热腔导通相连。
6、优选的,所述气泵的排气端连接有连接管,所述连接管的自由端与汇气管导通相连。
7、优选的,所述汇气管端部与加热罩导通相连。
8、优选的,所述送料桶上表面端部导通连接有加料桶。
9、优选的,所述注料机头底部设有支撑板,所述排料嘴贯穿支撑板腔壁。
10、优选的,所述固定架上贯穿插接有固定杆,所述固定杆与支撑板相连。
11、本实用新型的上述技术方案具有如下有益的技术效果:
12、本实用新型,通过双注料机头和双送机构相互配合,可同时排出两组挤出原料,可提升吹塑设备的吹塑效率。
13、本实用新型,加热丝筒产生的热量传递到集热腔内,通过气泵将集热腔内的热空气抽出,集热腔通过端部开口进行补气,热空气通过连接管注入进汇气管内,再由汇气管将热量注入加热罩内,通过加热罩可使注料机头保持一定温度,可避免挤出原料进入到注料机头后温度降低,导致挤出原料流动性降低堵塞排料嘴。
技术特征:
1.一种双注料挤出机构,包括固定架(1)、注料机头(10)和排料嘴(11),所述注料机头(10)对称设在固定架(1)上,所述排料嘴(11)连接在注料机头(10)底部,其特征在于,所述固定架(1)侧壁对称连接有送料桶(2),所述送料桶(2)与注料机头(10)导通相连,所述送料桶(2)的自由端安装有驱动电机(3),所述驱动电机(3)的动力输出端连接有送料绞龙(4),所述送料桶(2)腔壁开设有插接槽(6),所述插接槽(6)内腔插接有加热丝筒(7),所述送料桶(2)顶部等距设有若干组气泵(9),所述注料机头(10)表面等距设有若干组加热罩(16)。
2.根据权利要求1所述的一种双注料挤出机构,其特征在于,所述插接槽(6)顶部开设有集热腔(8),所述气泵(9)的进气端与集热腔(8)导通相连。
3.根据权利要求2所述的一种双注料挤出机构,其特征在于,所述气泵(9)的排气端连接有连接管(12),所述连接管(12)的自由端与汇气管(13)导通相连。
4.根据权利要求3所述的一种双注料挤出机构,其特征在于,所述汇气管(13)端部与加热罩(16)导通相连。
5.根据权利要求1所述的一种双注料挤出机构,其特征在于,所述送料桶(2)上表面端部导通连接有加料桶(5)。
6.根据权利要求1所述的一种双注料挤出机构,其特征在于,所述注料机头(10)底部设有支撑板(14),所述排料嘴(11)贯穿支撑板(14)腔壁。
7.根据权利要求6所述的一种双注料挤出机构,其特征在于,所述固定架(1)上贯穿插接有固定杆(15),所述固定杆(15)与支撑板(14)相连。
技术总结
本技术属于吹塑设备技术领域,具体为一种双注料挤出机构,包括固定架、注料机头和排料嘴,所述注料机头对称设在固定架上,所述排料嘴连接在注料机头底部,所述固定架侧壁对称连接有送料桶,所述送料桶与注料机头导通相连,所述送料桶的自由端安装有驱动电机,所述驱动电机的动力输出端连接有送料绞龙,所述送料桶腔壁开设有插接槽,所述插接槽内腔插接有加热丝筒;本新型通过双注料机头和双送机构相互配合,可同时排出两组挤出原料,可提升吹塑设备的吹塑效率,通过送料桶内的余温对注料机头进行加热,使注料机头保持一定温度,可避免挤出原料进入到注料机头后温度降低,导致挤出原料流动性降低堵塞排料嘴。
技术研发人员:陈秀华,张辉龙,刘正月生,杨良云,张少宗
受保护的技术使用者:厦门泉得工贸有限公司
技术研发日:20230714
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!