一种闸口浇口的制作方法
本技术涉及注塑模具浇口设计领域,尤其涉及一种闸口浇口。
背景技术:
1、浇口也称为进料口,是塑料熔体通过浇注系统进入型腔的最后一道“门”,是连接分流道和型腔的进料通道。目前,浇口类型多样化,浇口类型的选择取决于制品尺寸和形状以及所使用的塑料原料种类等因素。汽车饰件对外观要求越来越高,但是,由于某些注塑材料特性和产品的结构、浇口设计所限,经过注塑机浇注后,产品外观面经常出现气痕缺陷,很难达到客户要求;例如:pc+abs塑料的门拉手,经常选用隧道式浇口,传统的隧道式浇口,分流道通过窄小的浇口直接连通型腔,浇口横切面面积细小,当塑料熔体通过窄小浇口突然涌入较大的型腔时,射出压力很大,流速快,塑料熔体不稳定地冲入型腔中,非常容易产生涡流,在产品的表面留下气痕,影响产品外观质量。
技术实现思路
1、为了解决现有技术的不足,本实用新型的目的在于提供一种闸口浇口。为了实现上述目的,本实用新型是通过以下技术方案实现的:一种闸口浇口,包括:后模板以及设置在后模板上的主流道、分流道、浇口、闸口和型腔,所述主流道与分流道连通,所述分流道与浇口连通,所述浇口与闸口连通,所述闸口与型腔连通,所述浇口设置在后模板内部,分流道出料口一端向后模板内部斜向下延伸至与浇口连通,所述闸口与浇口呈夹角设置,闸口出料口一端在后模板内部斜向上延伸至与型腔侧面连通,所述浇口为一条横切面面积细小的短槽,分流道出料口和闸口进料口处的横切面面积均大于浇口的横切面面积,闸口的横切面面积按照冷塑料熔体的流向由大变小,冷塑料熔体从主流道流入分流道后进入浇口,在窄小的浇口内汇流后流出、冲击在闸口内,在闸口内先分散再汇聚,最终经调整方向和流速后进入型腔。
2、与现有技术相比,本实用新型的有益效果是:本实用新型在型腔侧面延伸开设闸口,将浇口设置在闸口和分流道之间,达到浇口前置的效果,冷塑料熔体流过分流道到达浇口,在窄小的浇口内汇流升温,塑料熔体的流动性提高,塑料熔体流出浇口后冲击在闸口内,闸口对塑料熔体的流动方向和流速进行调整,使其最终平稳地流入型腔内,本实用新型相较于传统隧道式浇口,有效避免了塑料熔体在进入型腔时由于压力和流速原因产生喷射,给产品表面留下气痕,保证了产品外观质量。
技术特征:
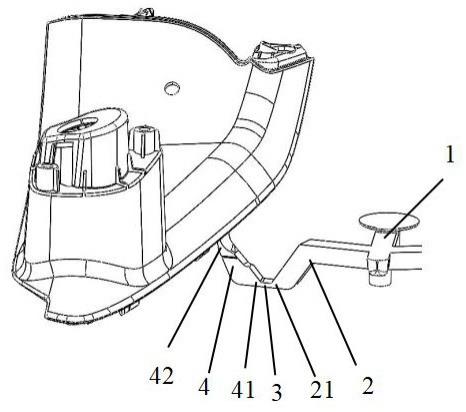
1.一种闸口浇口,包括:后模板以及设置在后模板上的主流道(1)、分流道(2)、浇口(3)、闸口(4)和型腔(5),所述主流道(1)与分流道(2)连通,所述分流道(2)与浇口(3)连通,所述浇口(3)与闸口(4)连通,所述闸口(4)与型腔(5)连通,其特征在于:所述浇口(3)设置在后模板内部,分流道出料口(21)一端向后模板内部斜向下延伸至与浇口(3)连通,所述闸口(4)与浇口(3)呈夹角设置,闸口出料口(42)一端在后模板内部斜向上延伸至与型腔(5)侧面连通,所述浇口(3)为一条横切面面积细小的短槽,分流道出料口(21)和闸口进料口(41)处的横切面面积均大于浇口(3)的横切面面积,闸口(4)的横切面面积按照冷塑料熔体的流向由大变小。
技术总结
本技术公开了一种闸口浇口,包括:后模板及设置在后模板上的主流道、分流道、浇口、闸口和型腔,主流道与分流道连通,分流道出料口一端向后模板内部斜向下延伸至与浇口连通,闸口与浇口连通,两者呈夹角设置,闸口出料口一端在后模板内部斜向上延伸至与型腔侧面连通,浇口为一条横切面面积细小的短槽,分流道出料口和闸口进料口处的横切面面积均大于浇口的横切面面积,本设计将浇口前置,设置在闸口和分流道之间,冷塑料熔体流过分流道到达浇口,在窄小的浇口内汇流升温后冲击在闸口内,闸口对塑料熔体的流动方向和流速进行调整,塑料熔体最终平稳地流入型腔内,避免塑料熔体在进入型腔时由于压力和流速过大产生喷射给产品表面留下气痕。
技术研发人员:孙峰,张斌,洪永强,唐国健,贺元
受保护的技术使用者:常源科技(天津)有限公司
技术研发日:20230719
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!