一种BMC材料注塑模具的抽真空装置的制作方法
本技术涉及注塑模具,特别是涉及一种bmc材料注塑模具的抽真空装置。
背景技术:
1、随着注塑模具行业的发展,注塑材料越来越多样化。因bmc热固性材料(团状模塑料)成型周期短,材料成本低,适合大批量生产,复杂制品可整体成型,与通常的热塑性塑料相比,产品耐热性、绝缘性、弹性等性能要高一些,因此越来越受到用户的喜爱。然而,bmc作为热固性材料,模具温度一般控制在135~185℃,其固化速度快,成型温度在135~145℃时固化时间为30~60s/mm,容易引发模内困气,模内困气会导致填充不良,甚至集积在模内的空气受到压缩,温度升高,造成热分解导致产品变色等问题产生的可能性。基于以上问题,注塑模具需采用模腔内部在真空状态下生产的结构才得以解决。
技术实现思路
1、本实用新型的目的是为了克服已有技术存在的缺点,提供一种使模腔内部达到真空状态,有利于产品成型,提高成品率的一种bmc材料注塑模具的抽真空装置。
2、本实用新型一种bmc材料注塑模具的抽真空装置的技术方案是:包括上复板和下复板,上复板下设置定模板,定模板中设置定模镶块,在定模板和定模镶块中设置浇口导套,在下复板上设置模脚,模脚之间的下复板上设置上顶针板、下顶针板和顶针,在模脚上设置动模板,动模板中设置动模镶块,动模镶块和定模镶块之间形成模腔,浇口导套与模腔相通,所述的定模镶块下面位于模腔的外圈制有环形密封槽,在环形密封槽中设置密封圈,在定模板以及环形密封槽内侧的定模镶块中制有真空抽气孔,在定模板的侧壁设置真空抽气头,真空抽气孔与真空抽气头相通,真空抽气头连接抽真空机。
3、进一步地,所述的动模镶块上面制有真空抽气槽,真空抽气槽与真空抽气孔相对应。
4、进一步地,所述的真空抽气孔为两个以上,相对应的真空抽气槽为两条以上。
5、本实用新型一种bmc材料注塑模具的抽真空装置的有益效果是:在定模镶块和动模镶块合模时,密封圈与动模镶块的上面密封接触,使模腔形成密封的腔体,在进行注塑时,通过抽真空机对模腔内进行抽真空,抽出的空气经定模镶块与动模镶块之间的缝隙、真空抽气孔和真空抽气头,最后从抽真空机抽出,使模腔内部达到真空状态,从而使bmc胶料能够注满整个模腔,避免出现模腔内困气现象,保证注塑成型的产品成品率高。
技术特征:
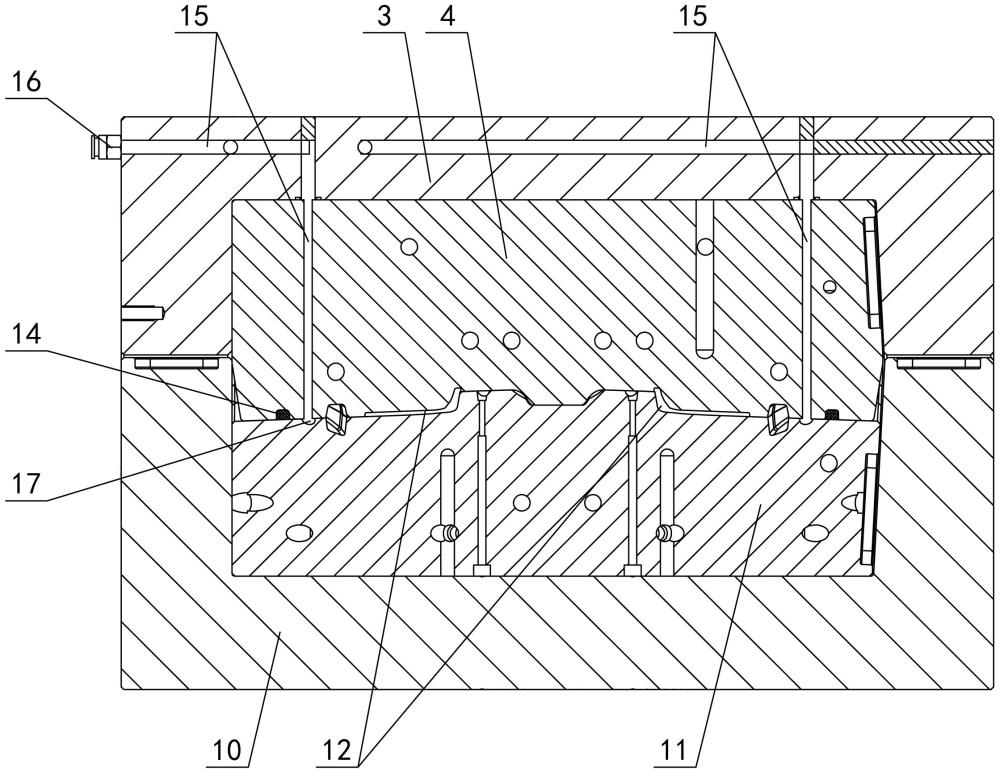
1.一种bmc材料注塑模具的抽真空装置,包括上复板(1)和下复板(2),上复板下设置定模板(3),定模板中设置定模镶块(4),在定模板和定模镶块中设置浇口导套(5),在下复板上设置模脚(6),模脚之间的下复板上设置上顶针板(7)、下顶针板(8)和顶针(9),在模脚上设置动模板(10),动模板中设置动模镶块(11),动模镶块和定模镶块(4)之间形成模腔(12),浇口导套与模腔相通,其特征在于:所述的定模镶块(4)下面位于模腔(12)的外圈制有环形密封槽(13),在环形密封槽中设置密封圈(14),在定模板(3)以及环形密封槽内侧的定模镶块(4)中制有真空抽气孔(15),在定模板(3)的侧壁设置真空抽气头(16),真空抽气孔与真空抽气头相通,真空抽气头连接抽真空机。
2.如权利要求1所述的一种bmc材料注塑模具的抽真空装置,其特征在于:所述的动模镶块(11)上面制有真空抽气槽(17),真空抽气槽与真空抽气孔(15)相对应。
3.如权利要求1所述的一种bmc材料注塑模具的抽真空装置,其特征在于:所述的真空抽气孔(15)为两个以上,相对应的真空抽气槽(17)为两条以上。
技术总结
一种BMC材料注塑模具的抽真空装置,包括上复板和下复板,上复板下设置定模板,定模板中设置定模镶块,在定模板和定模镶块中设置浇口导套,在下复板上设置模脚,模脚之间的下复板上设置上顶针板、下顶针板和顶针,在模脚上设置动模板,动模板中设置动模镶块,动模镶块和定模镶块之间形成模腔,浇口导套与模腔相通,所述的定模镶块下面位于模腔的外圈制有环形密封槽,在环形密封槽中设置密封圈,在定模板以及环形密封槽内侧的定模镶块中制有真空抽气孔,在定模板的侧壁设置真空抽气头,真空抽气孔与真空抽气头相通,真空抽气头连接抽真空机。
技术研发人员:牟鹏宇,柳志敏
受保护的技术使用者:浙江长珑车灯股份有限公司
技术研发日:20230726
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!