电动车左右侧板大滑块抽芯机构的制作方法
本技术属于模具,涉及一种电动车左右侧板大滑块抽芯机构。
背景技术:
1、电动车的左右侧板配件由于稳定性和成本的原因,优先会采用塑料材质。生产时配合注塑模具进行批量生产。现有的电动车左右侧板注塑模具在注塑过程中,其熔融物流流动面积较大,难以对物料的流动进行进一步限位,塑件的精确度较为一般,且容易出现脱模卡壳的情况。因此急需设计一种可以克服以上缺陷的电动车左右侧板大滑块抽芯机构十分有必要。
2、为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种四轮电动车后侧板模具的预脱模装置[申请号:202020560470.4],本四轮电动车后侧板模具的预顶脱模装置的型芯块与型腔块相对合模配合形成产品型腔,型芯块和下复板之间设置有能水平上、下移动的顶针板,顶针板上设置有若干根竖向贯穿型芯块并用于产品直顶脱模的直顶针,型芯块和对应的直顶针之间设置有型腔弹块,型腔弹块和型芯块之间设置有当型腔块、型芯块开模时,型腔弹块能竖向弹出用于预顶产品脱模的自动调节伸缩装置。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种电动车左右侧板大滑块抽芯机构。
2、为达到上述目的,本实用新型采用了下列技术方案:
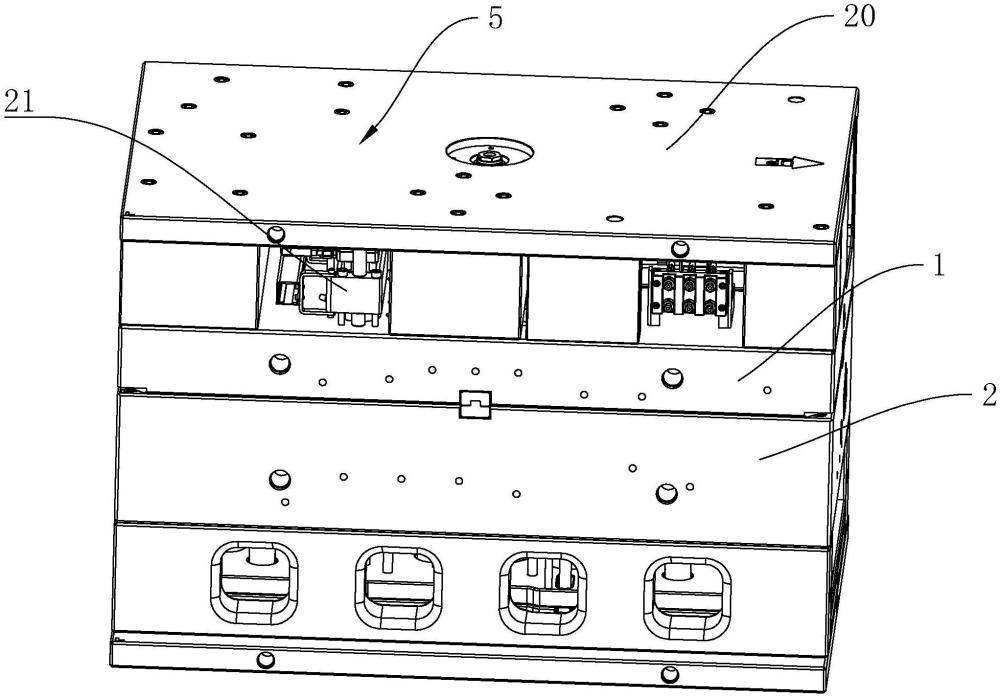
3、一种电动车左右侧板大滑块抽芯机构,包括注塑上模和注塑下模,所述的注塑下模内设有成型凸起,所述的注塑上模内设有成型凹腔,所述的成型凸起与成型凹腔的位置相对应且形状相配适,所述的注塑上模上方设有注塑件,所述的注塑下模上设有左右侧板大滑块抽芯组件,所述的左右侧板大滑块抽芯组件与成型凸起的位置相对应,所述的注塑下模内还设有直顶件和斜顶件。
4、在上述的电动车左右侧板大滑块抽芯机构中,所述的左右侧板大滑块抽芯组件包括设置于注塑下模上的左侧板滑块辅助成型件和右侧板滑块辅助成型件,所述的左侧板滑块辅助成型件和右侧板滑块辅助成型件分别与成型凸起的位置相对应。
5、在上述的电动车左右侧板大滑块抽芯机构中,所述的左侧板滑块辅助成型件包括设置于注塑下模上的左侧大滑块,所述的左侧大滑块内设有左侧抽芯部。
6、在上述的电动车左右侧板大滑块抽芯机构中,所述的左侧抽芯部包括设置于左侧大滑块内的若干左侧抽芯杆,所述的左侧大滑块与左侧抽芯杆相滑动配合。
7、在上述的电动车左右侧板大滑块抽芯机构中,所述的右侧板滑块辅助成型件包括设置于注塑下模上的右侧大滑块,所述的右侧大滑块内设有右侧抽芯部。
8、在上述的电动车左右侧板大滑块抽芯机构中,所述的右侧抽芯部包括设置于右侧大滑块内的若干右侧抽芯杆,所述的右侧大滑块与右侧抽芯杆相滑动配合。
9、在上述的电动车左右侧板大滑块抽芯机构中,所述的直顶件包括设置于注塑下模内的若干直顶杆,所述的直顶杆与注塑下模相滑动配合。
10、在上述的电动车左右侧板大滑块抽芯机构中,所述的斜顶件包括设置于注塑下模内的若干斜顶杆,所述的斜顶杆顶部设有斜顶块。
11、在上述的电动车左右侧板大滑块抽芯机构中,所述的直顶杆与斜顶杆交错设置。
12、在上述的电动车左右侧板大滑块抽芯机构中,所述的注塑件包括设置于注塑上模上方的注塑主板和分流板。
13、与现有的技术相比,本实用新型的优点在于:
14、本实用新型在注塑过程中,将注塑上模和注塑下模相互靠近,使得成型凸起与成型凹腔相抵接配合形成完整的型腔,熔融物流通过注塑件注入至型腔内,注塑时左右侧板大滑块抽芯组件用以辅助成型塑件的左右侧结构,对熔融物流的流动进行进一步的限制,提高了塑件的精确度,完成注塑后,开模,移动直顶件和斜顶件,采用直顶斜顶相配合的结构,提高脱模的精确度,同时左右侧板大滑块抽芯组件可同步抽芯脱模,避免出现脱模卡壳的情况。
15、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种电动车左右侧板大滑块抽芯机构,包括注塑上模(1)和注塑下模(2),其特征在于,所述的注塑下模(2)内设有成型凸起(3),所述的注塑上模(1)内设有成型凹腔(4),所述的成型凸起(3)与成型凹腔(4)的位置相对应且形状相配适,所述的注塑上模(1)上方设有注塑件(5),所述的注塑下模(2)上设有左右侧板大滑块抽芯组件(6),所述的左右侧板大滑块抽芯组件(6)与成型凸起(3)的位置相对应,所述的注塑下模(2)内还设有直顶件(7)和斜顶件(8)。
2.根据权利要求1所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的左右侧板大滑块抽芯组件(6)包括设置于注塑下模(2)上的左侧板滑块辅助成型件(9)和右侧板滑块辅助成型件(10),所述的左侧板滑块辅助成型件(9)和右侧板滑块辅助成型件(10)分别与成型凸起(3)的位置相对应。
3.根据权利要求2所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的左侧板滑块辅助成型件(9)包括设置于注塑下模(2)上的左侧大滑块(11),所述的左侧大滑块(11)内设有左侧抽芯部(12)。
4.根据权利要求3所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的左侧抽芯部(12)包括设置于左侧大滑块(11)内的若干左侧抽芯杆(13),所述的左侧大滑块(11)与左侧抽芯杆(13)相滑动配合。
5.根据权利要求4所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的右侧板滑块辅助成型件(10)包括设置于注塑下模(2)上的右侧大滑块(14),所述的右侧大滑块(14)内设有右侧抽芯部(15)。
6.根据权利要求5所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的右侧抽芯部(15)包括设置于右侧大滑块(14)内的若干右侧抽芯杆(16),所述的右侧大滑块(14)与右侧抽芯杆(16)相滑动配合。
7.根据权利要求6所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的直顶件(7)包括设置于注塑下模(2)内的若干直顶杆(17),所述的直顶杆(17)与注塑下模(2)相滑动配合。
8.根据权利要求7所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的斜顶件(8)包括设置于注塑下模(2)内的若干斜顶杆(18),所述的斜顶杆(18)顶部设有斜顶块(19)。
9.根据权利要求8所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的直顶杆(17)与斜顶杆(18)交错设置。
10.根据权利要求9所述的电动车左右侧板大滑块抽芯机构,其特征在于,所述的注塑件(5)包括设置于注塑上模(1)上方的注塑主板(20)和分流板(21)。
技术总结
本技术属于模具技术领域,尤其涉及一种电动车左右侧板大滑块抽芯机构。本技术,包括注塑上模和注塑下模,所述的注塑下模内设有成型凸起。本技术将注塑上模和注塑下模相互靠近,使得成型凸起与成型凹腔相抵接配合形成完整的型腔,熔融物流通过注塑件注入至型腔内,注塑时左右侧板大滑块抽芯组件用以辅助成型塑件的左右侧结构,对熔融物流的流动进行进一步的限制,提高了塑件的精确度,完成注塑后,开模,移动直顶件和斜顶件,采用直顶斜顶相配合的结构,提高脱模的精确度,同时左右侧板大滑块抽芯组件可同步抽芯脱模,避免出现脱模卡壳的情况。
技术研发人员:夏仙堂
受保护的技术使用者:台州市翔捷模塑有限责任公司
技术研发日:20230731
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!