一种注塑机防漏胶料筒结构的制作方法
本技术涉及注塑机配件,具体涉及一种注塑机防漏胶料筒结构。
背景技术:
1、现有注塑机技术中,为了使胶料能达到注塑成型条件,注塑机料筒及法兰需加热到200℃或更高的温度;同时为了减少注塑制品的缺陷,注射成型时注射压力通常会在100mpa以上。而目前各厂家生产的注塑机的料筒法兰结构大多是传统的大螺母40配射嘴法兰20结构,如图1所示,其射嘴法兰20为内止口结构,射嘴法兰20前端设有射嘴30,其主要特征为大螺母40与料筒10螺纹连接,射嘴法兰20用螺钉50与大螺母40连接,射嘴法兰20为内止口,料筒10整个插入到射嘴法兰20里面。这种结构在注射压力过大时射嘴法兰20被挤开一点缝隙,如图2所示,通常根据面积和半径的平方关系,可以计算获得受到压力的截面积会增大4倍以上,使连接射嘴法兰20和大螺母40的螺钉50受到的拉力也增加4倍以上,按螺钉50强度计算,螺钉50会变形或是断裂。
2、传统的料筒法兰结构在使用过程中存在以下缺陷:
3、一、生产时容易漏胶;
4、二、安装时需要更高的安装工艺,安装完测试时因容易漏胶而返工;
5、三、为了防止射嘴法兰漏胶需要把螺钉加的很大,使大螺母和射嘴法兰外径也加的很大增加物料成本,同时在安装时与锁模头板更难配合;
6、四、料筒大平面与射嘴法兰接触,对加工的要求更高。
7、因此,需要对现有的结构做进一步的改进,以减少漏胶、同时安装方便快捷。
技术实现思路
1、本实用新型所要解决的技术问题是针对上述的技术现状而提供一种结构简单合理、安装方便、能有效减小漏胶概率的注塑机防漏胶料筒结构。
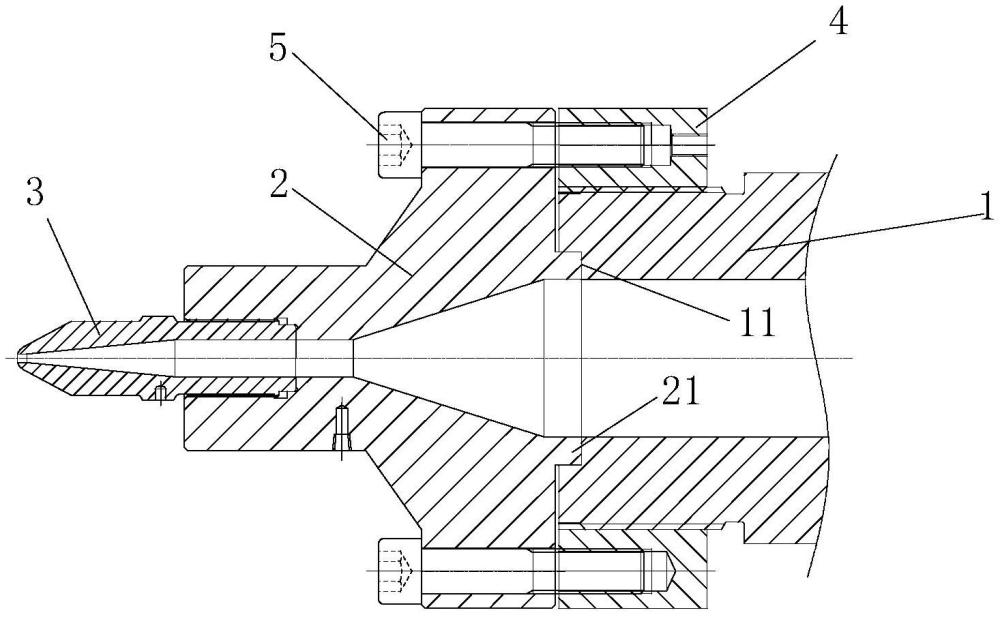
2、本实用新型解决上述技术问题所采用的技术方案为:一种注塑机防漏胶料筒结构,包括料筒和射嘴法兰,射嘴法兰设置在料筒前端,射嘴法兰的前端安装有射嘴,其特征在于:所述料筒的前端面中部成型有内止口,射嘴法兰的后端面中部凸设有对应的外止口,料筒外螺纹连接有大螺母,射嘴法兰通过外止口插入料筒的内止口中与料筒相对接、通过螺钉与大螺母连接固定。
3、作为改进,所述料筒的前部外周设有外螺纹,大螺母通过螺纹连接固定在料筒外,大螺母的前端与料筒的前端面相齐平。
4、最后,所述射嘴法兰的外缘环向间隔开设有若干贯穿的连接孔,对应的,大螺母的前端凹设有若干螺纹孔,通过螺钉将射嘴法兰与大螺母连接固定。
5、与现有技术相比,本实用新型的优点在于:将射嘴法兰的内止口更改为外止口并在料筒前端面做个内止口,安装时,将射嘴法兰外止口插入到料筒里面,使得二者的接触面积大大减小,这样在注射压力过大时被挤开一点缝隙时,螺钉受到的拉力大大减小,在使用相同大小的螺钉下,射嘴法兰就不容易被拉开。本实用新型不仅结构简单合理,安装加工方便,而且大大减小漏胶概率,同时射嘴法兰和大螺母不用做得太大,和模板配合更加良好,从而提高注射的精度。
技术特征:
1.一种注塑机防漏胶料筒结构,包括料筒和射嘴法兰,射嘴法兰设置在料筒前端,射嘴法兰的前端安装有射嘴,其特征在于:所述料筒的前端面中部成型有内止口,射嘴法兰的后端面中部凸设有对应的外止口,料筒外螺纹连接有大螺母,射嘴法兰通过外止口插入料筒的内止口中与料筒相对接、通过螺钉与大螺母连接固定。
2.根据权利要求1所述的注塑机防漏胶料筒结构,其特征在于:所述料筒的前部外周设有外螺纹,大螺母通过螺纹连接固定在料筒外,大螺母的前端与料筒的前端面相齐平。
3.根据权利要求2所述的注塑机防漏胶料筒结构,其特征在于:所述射嘴法兰的外缘环向间隔开设有若干贯穿的连接孔,对应的,大螺母的前端凹设有若干螺纹孔,通过螺钉将射嘴法兰与大螺母连接固定。
技术总结
一种注塑机防漏胶料筒结构,包括料筒和射嘴法兰,射嘴法兰设置在料筒前端,射嘴法兰的前端安装有射嘴,其特征在于:所述料筒的前端面中部成型有内止口,射嘴法兰的后端面中部凸设有对应的外止口,料筒外螺纹连接有大螺母,射嘴法兰通过外止口插入料筒的内止口中与料筒相对接、通过螺钉与大螺母连接固定。本技术不仅结构简单合理,安装加工方便,而且大大减小漏胶概率,同时射嘴法兰和大螺母不用做得太大,和模板配合更加良好,从而提高注射的精度。
技术研发人员:褚吉行,许龙华,石宇杰
受保护的技术使用者:宁波创基机械股份有限公司
技术研发日:20230804
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!