一种热压成型装置的制作方法
本技术属于薄膜热压成型,特别涉及一种热压成型装置。
背景技术:
1、聚乳酸薄膜热压成型是使聚乳酸薄膜在高温和高压条件下进行成型。薄膜受热软化,然后通过压力使其形成所需的形状。最终,薄膜冷却硬化并保持成型形状。然而在现有技术中,聚乳酸薄膜热压成型时由于不便将薄膜进行拉伸使其绷直,会导致一些缺点和挑战。以下是关于这个问题的一些缺点:
2、褶皱形成:聚乳酸薄膜在热压过程中容易产生褶皱。当薄膜没有被有效拉伸以保持表面平直时,热压压力会导致局部收缩并产生褶皱。这些褶皱会降低最终产品的外观质量和机械性能。
3、一致性问题:由于薄膜无法充分拉伸,导致在热压过程中,不同区域的薄膜受力不均匀,温度分布也不均匀。这可能导致成型的一致性问题,使不同部分的聚乳酸薄膜的厚度、强度和形状都不一致,影响最终产品的性能。
4、成型效率下降:由于褶皱的产生,热压成型过程中需要进行更多的修整和矫正工作,以消除褶皱。这将增加生产时间和成本,并降低生产效率。
5、强度降低:褶皱的形成使薄膜的结构受到破坏,导致强度降低。薄膜的物理性能和机械性能将受到影响,可能无法满足所需的应用需求。
6、综上所述,聚乳酸薄膜热压成型时由于不便将薄膜进行拉伸使其绷直,会导致褶皱的产生,降低成型效果和一致性。所以,现在需要研发一种热压成型装置,用以解决以上问题。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种热压成型装置,解决上述背景技术中提出的问题。
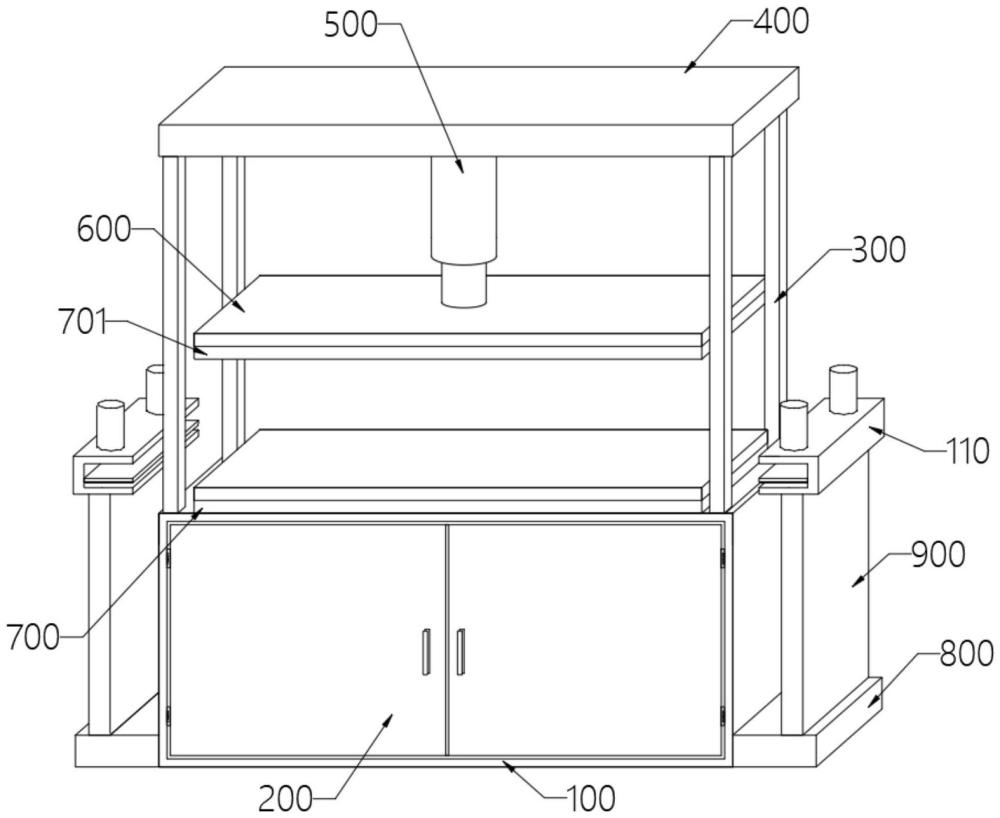
2、本实用新型通过以下的技术方案实现:一种热压成型装置,包括:存储箱、箱门、立杆以及顶板,所述存储箱上方通过四个立杆连接有顶板,所述顶板下方中间安装有液压缸;
3、所述存储箱上方中间安装有支撑板,所述液压缸下方连接有下压板,所述下压板下方以及支撑板上方分别对称安装有一个大小相同的电热板,所述存储箱下方左侧和右侧分别安装有一个底板;
4、两个所述底板上方分别安装有一个立板,两个所述立板上方分别安装有一组拉伸组件,两组所述拉伸组件均包括固定板、电推杆以及夹板,所述固定板内侧中间安装有夹板,所述夹板下方连接有防滑垫,所述固定板上方前侧和后侧分别安装有一个电推杆。
5、作为一优选的实施方式,所述存储箱正面通过铰链连接有两个箱门,所述存储箱内部设置有多个存放格。
6、作为一优选的实施方式,两组所述拉伸组件呈镜像安装,两个所述电推杆下端分别贯穿固定板上方与夹板上方连接,两个所述固定板内侧下方分别与下方电热板上表面齐平,电推杆能够带动夹板升降。
7、作为一优选的实施方式,所述固定板正视面为一种倾斜度的凹字形结构,左侧两个所述电推杆为一种同步机构,右侧两个所述电推杆同样为一种同步机构。
8、作为一优选的实施方式,所述防滑垫下表面设置有防滑条纹,所述防滑垫的材质为一种天然橡胶。
9、作为一优选的实施方式,所述电推杆的型号为一种hd型电动推杆,所述电热板为一种不锈钢电加热板,电热板在通电后能够发热。
10、作为一优选的实施方式,所述下压板的长度与宽度与上方电热板的长度与宽度相同,所述液压缸的型号为一种ctj型液压油缸,液压缸能够带动下压板下降。
11、采用了上述技术方案后,本实用新型的有益效果是:通过设置拉伸组件,能够在薄膜进行热压前对薄膜进行拉伸使其绷直,从而能够使其在热压时不易产生褶皱,通过设置液压缸、下压板、支撑板以及电热板,能够便于对薄膜进行热压成型处理。
技术特征:
1.一种热压成型装置,包括:存储箱(100)、箱门(200)、立杆(300)以及顶板(400),所述存储箱(100)上方通过四个立杆(300)连接有顶板(400),其特征在于:所述顶板(400)下方中间安装有液压缸(500);
2.如权利要求1所述的一种热压成型装置,其特征在于:所述存储箱(100)正面通过铰链连接有两个箱门(200),所述存储箱(100)内部设置有多个存放格(120)。
3.如权利要求1所述的一种热压成型装置,其特征在于:两组所述拉伸组件(110)呈镜像安装,两个所述电推杆(112)下端分别贯穿固定板(111)上方与夹板(113)上方连接,两个所述固定板(111)内侧下方分别与下方电热板(701)上表面齐平。
4.如权利要求3所述的一种热压成型装置,其特征在于:所述固定板(111)正视面为一种倾斜90度的凹字形结构,左侧两个所述电推杆(112)为一种同步机构,右侧两个所述电推杆(112)同样为一种同步机构。
5.如权利要求1所述的一种热压成型装置,其特征在于:所述防滑垫(114)下表面设置有防滑条纹,所述防滑垫(114)的材质为一种天然橡胶。
6.如权利要求1所述的一种热压成型装置,其特征在于:所述电推杆(112)的型号为一种hd型电动推杆,所述电热板(701)为一种不锈钢电加热板。
7.如权利要求1所述的一种热压成型装置,其特征在于:所述下压板(600)的长度与宽度与上方电热板(701)的长度与宽度相同,所述液压缸(500)的型号为一种ctj型液压油缸。
技术总结
本技术提供一种热压成型装置,包括:存储箱、箱门、立杆以及顶板,存储箱上方通过四个立杆连接有顶板,顶板下方中间安装有液压缸,存储箱上方中间安装有支撑板,液压缸下方连接有下压板,下压板下方以及支撑板上方分别对称安装有一个大小相同的电热板,存储箱下方左侧和右侧分别安装有一个底板,两个底板上方分别安装有一个立板,两个立板上方分别安装有一组拉伸组件,与现有技术相比,本技术具有如下的有益效果:通过设置拉伸组件,能够在薄膜进行热压前对薄膜进行拉伸使其绷直,从而能够使其在热压时不易产生褶皱,通过设置液压缸、下压板、支撑板以及电热板,能够便于对薄膜进行热压成型处理。
技术研发人员:佟贵苗
受保护的技术使用者:中碳和生物基材料(山东)有限公司
技术研发日:20230810
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!