一种具有夹紧结构的手机注塑模具的制作方法
本技术涉及注塑模具,具体为一种具有夹紧结构的手机注塑模具。
背景技术:
1、塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
2、公开号为cn214082514u的中国授权专利文件,公开了一种组合式手机注塑模具,包括第一模板,所述第一模板一侧设置有刷板,且刷板一侧设置有滑轮,同时滑轮外部设置有滑轨,所述滑轨外部下方设置有把手,且把手外壁设置有防滑垫,同时防滑垫两侧均设置有螺杆,所述螺杆外部一侧设置有卡槽,且卡槽另一侧设置有卡块,所述卡块一侧设置有第二模板。该组合式手机注塑模具,通过设置卡槽和卡块,可以对注塑模具起到有效的便于安装的功能,在将注塑模具进行安装到注塑机进行注塑工作时,复杂的安装过程会使工作人员的时间浪费,使手机壳生产的数量下将,减低了该注塑模具的实用性,通过卡槽和卡块将注塑模具进行简单的安装,减少了工人师傅的工作流程,增加了该注塑模具的实用性。
3、上述现有技术中的手机注塑模具在进行注塑作业时,存在夹持稳定性较差,安装固定不够稳定导致位置发生偏移现象,因此需要研制一种具有夹紧结构的手机注塑模具。
技术实现思路
1、本实用新型的目的在于提供一种具有夹紧结构的手机注塑模具,以解决上述背景技术中提出的现有技术中的手机注塑模具在进行注塑作业时,存在夹持稳定性较差,安装固定不够稳定导致位置发生偏移现象的问题。
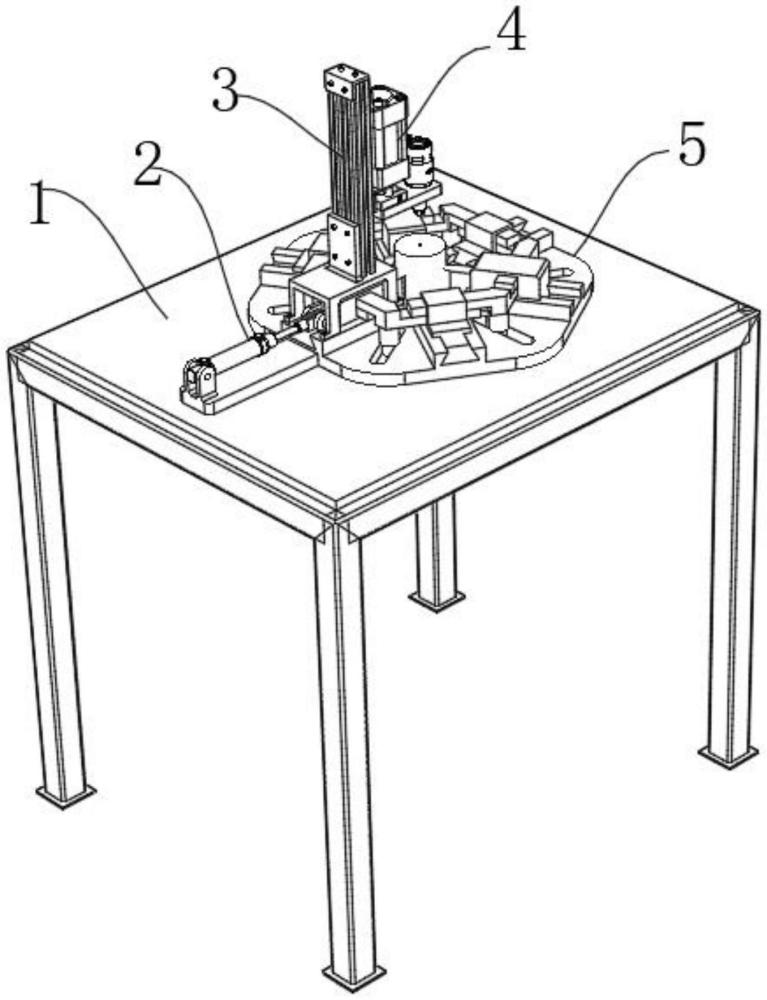
2、为实现上述目的,本实用新型提供如下技术方案:一种具有夹紧结构的手机注塑模具,包括作业机台、夹紧作业板和注塑机架,所述夹紧作业板和注塑机架均安装在作业机台的上端,夹紧作业板上安装有固定推块,固定推块的前端通过夹持块与模具表面贴合固定,固定推块的后端表面通过驱动推杆固定连接有驱动气缸,所述固定推块的两端通过连杆组件固定连接有稳定卡块,夹紧作业板的表面设置有卡槽结构,稳定卡块与卡槽结构之间对应连接,所述夹紧作业板的上端表面设置有固定滑轨,固定滑轨的内部设置有滑槽,固定推块与滑槽对应连接。
3、优选的,所述注塑机架的前端表面通过安装板与气缸组件固定连接,气缸组件的输出端通过升降杆固定连接有承载板。
4、优选的,所述承载板上安装有注塑机构,注塑机构的下端设置有注塑机头。
5、优选的,所述连杆组件的下端设置有嵌合滑条,夹紧作业板的表面设置有条形槽,嵌合滑条与条形槽对应连接。
6、优选的,所述注塑机架的底端通过承重机座与夹紧作业板的表面固定连接。
7、优选的,所述固定推块共设置有三个,且固定推块之间夹角为120度。
8、与现有技术相比,本实用新型的有益效果是:
9、本实用新型通过设置有便捷稳定驱动的夹块结构,利用驱动气缸可驱动固定推块前端的夹块沿固定滑轨内部做线性运动,推块的两端通过连杆与稳定卡块和嵌合滑条连接,设置有滑块滑槽结构,进一步起到连接稳定作用,促使夹紧机构在推动时更加平稳,方便对手机注塑模具进行稳定夹持固定,再通过自动化驱动的注塑机构,实现对其内部精准注塑作业。
技术特征:
1.一种具有夹紧结构的手机注塑模具,包括作业机台(1)、夹紧作业板(5)和注塑机架(3),其特征在于,所述夹紧作业板(5)和注塑机架(3)均安装在作业机台(1)的上端,夹紧作业板(5)上安装有固定推块(15),固定推块(15)的前端通过夹持块(6)与模具表面贴合固定,固定推块(15)的后端表面通过驱动推杆(14)固定连接有驱动气缸(2),所述固定推块(15)的两端通过连杆组件(11)固定连接有稳定卡块(9),夹紧作业板(5)的表面设置有卡槽结构(10),稳定卡块(9)与卡槽结构(10)之间对应连接,所述夹紧作业板(5)的上端表面设置有固定滑轨(7),固定滑轨(7)的内部设置有滑槽(8),固定推块(15)与滑槽(8)对应连接。
2.根据权利要求1所述的一种具有夹紧结构的手机注塑模具,其特征在于:所述注塑机架(3)的前端表面通过安装板(16)与气缸组件(4)固定连接,气缸组件(4)的输出端通过升降杆(17)固定连接有承载板(20)。
3.根据权利要求2所述的一种具有夹紧结构的手机注塑模具,其特征在于:所述承载板(20)上安装有注塑机构(18),注塑机构(18)的下端设置有注塑机头(19)。
4.根据权利要求1所述的一种具有夹紧结构的手机注塑模具,其特征在于:所述连杆组件(11)的下端设置有嵌合滑条(12),夹紧作业板(5)的表面设置有条形槽(13),嵌合滑条(12)与条形槽(13)对应连接。
5.根据权利要求1所述的一种具有夹紧结构的手机注塑模具,其特征在于:所述注塑机架(3)的底端通过承重机座(21)与夹紧作业板(5)的表面固定连接。
6.根据权利要求1所述的一种具有夹紧结构的手机注塑模具,其特征在于:所述固定推块(15)共设置有三个,且固定推块(15)之间夹角为120度。
技术总结
本技术公开了一种具有夹紧结构的手机注塑模具,包括作业机台、夹紧作业板和注塑机架,所述夹紧作业板和注塑机架均安装在作业机台的上端,夹紧作业板上安装有固定推块,固定推块的前端通过夹持块与模具表面贴合固定,固定推块的后端表面通过驱动推杆固定连接有驱动气缸,所述固定推块的两端通过连杆组件固定连接有稳定卡块,夹紧作业板的表面设置有卡槽结构,稳定卡块与卡槽结构之间对应连接,所述夹紧作业板的上端表面设置有固定滑轨,固定滑轨的内部设置有滑槽,固定推块与滑槽对应连接。本技术通过设置有便捷稳定驱动的夹块结构,方便对手机注塑模具进行稳定夹持固定,再通过自动化驱动的注塑机构,实现对其内部精准注塑作业。
技术研发人员:何宏文
受保护的技术使用者:苏州豪运精密模具有限公司
技术研发日:20230814
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!