一种水泵蜗壳的注塑抽芯机构的制作方法
本技术就是涉及注塑成型模具的,具体为一种水泵蜗壳的注塑抽芯机构。
背景技术:
1、水泵在日常生活非常的常见,水泵可以克服水往低处流的特点将水从低处运送至高处,便于在日常生活中对水进行使用。而水泵蜗壳是水泵中最重要的部件之一,水泵蜗壳的作用是汇集从叶轮甩出的水流并借助其过水断面的逐渐增大保持蜗壳中水流速度基本不变,因此相当重要。
2、但是现有的水泵蜗壳16在注塑完成后,上模组件上移过程中,由于冷却不到位,容易出现上模带动内部的产品同时上移,使得脱模不顺畅,拉扯产品而导致产品变形,最终影响产品成品率,故此需要改进。
技术实现思路
1、本实用新型的目的在于提供一种水泵蜗壳的注塑抽芯机构,以解决上述背景技术中提出的目前的注塑模具存在脱模不顺畅、拉出产品容易变形而导致产品成品率低的问题。
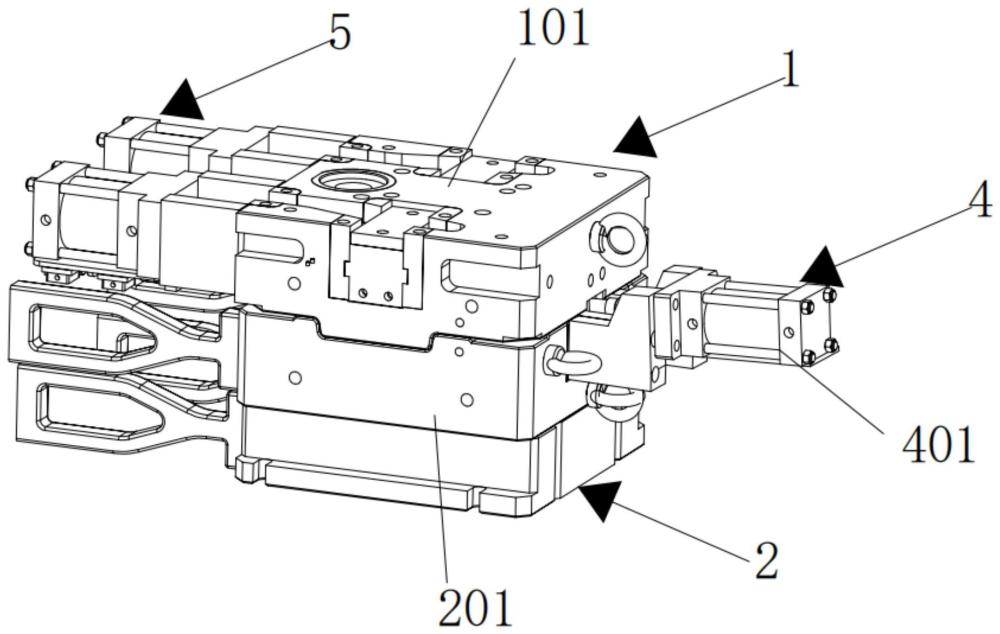
2、为实现上述目的,本实用新型提供如下技术方案:一种水泵蜗壳的注塑抽芯机构,包括相互配合的上模组件和下模组件,所述的上模组件包括上模座和上模压成型座,所述的下模组件包括下模座和下模压成型座,所述上模压成型座内设置有上模腔,在上模座上设置有注液孔,所述的下模压成型座内设置有与上模腔配合的下模腔,在所述上模座侧边设置有快速脱模组件,所述的快速脱模组件包括两个脱模油缸以及斜滑杆,所述上模座内的两侧固定有两个位于上模压成型座前后两侧的定位座,在每一定位座前后均滑动连接有推杆,且所述推杆一侧插入到上模压成型座的侧边凹槽内,所述斜滑杆插接在定位座内,且斜滑杆摆动时能够带动同侧的推杆前后摆动后推动上模压成型座旋转实现脱模。
3、作为优选,为了实现侧边一体抽芯,提高工作效率,在所述的上模压成型座侧边设置有导向缺口,在所述下模座侧边固定有出水口抽芯组件,所述的出水口抽芯组件包括抽芯油缸以及抽芯滑块,所述抽芯油缸的活塞杆与所述的抽芯滑块连接,所述抽芯滑块的一侧活动插接在所述的导向缺口上,在所述抽芯滑块的一端固定有用于对水泵蜗壳的输出口进行抽芯的抽芯头,所述抽芯滑块的另一端设置有t型卡槽,在所述抽芯油缸的活塞杆的端部设置有与t型卡槽插接的t型定位杆。
4、作为优选,为了实现快速拆卸,在所述下模座侧边设置有一个抽芯缺口,在所述抽芯缺口内设置有两根对称的抽芯导条,所述抽芯导条的内侧设置有斜导向滑槽,在所述抽芯滑块的两侧设置有与斜导向滑槽配合的导向滑条。
5、作为优选,为了方便安装,所述抽芯油缸的两侧分别固定有一个定位架,所述定位架固定在所述下模座的侧边。
6、作为优选,为了方便定位,保证注塑时中心不会出现偏移,也方便后期脱模,在所述上模压成型座的中心设置有固定在上模座内的定位柱,所述定位柱用于插入到水泵蜗壳的入水端口内实现对水泵蜗壳中心进行定位。
7、作为优选,合模的准确度,在所述下模座上设置有四根导向套管,在所述的上模座上设置有与导向套管配合的导向柱。
8、与现有技术相比,本实用新型的有益效果是:本结构设置能够实现对注塑模具的快速脱模效果,保证脱模顺畅,同时提高工作效率,降低由于上模带动成品下移而导致拉升而变形出现的成品率低的问题。
技术特征:
1.一种水泵蜗壳的注塑抽芯机构,包括相互配合的上模组件(1)和下模组件(2),其特征在于:所述的上模组件(1)包括上模座(101)和上模压成型座(102),所述的下模组件(2)包括下模座(201)和下模压成型座(202),所述上模压成型座(102)内设置有上模腔(103),在上模座(101)上设置有液孔(105),所述的下模压成型座(202)内设置有与上模腔(103)配合的下模腔(203),在所述上模座(101)侧边设置有快速脱模组件(5),所述的快速脱模组件包括两个脱模油缸(501)以及斜滑杆(502),所述上模座(101)内的两侧固定有两个位于上模压成型座(102)前后两侧的定位座(503),在每一定位座(503)前后均滑动连接有推杆(504),且所述推杆(504)一侧插入到上模压成型座(102)的侧边凹槽(104)内,所述斜滑杆(502)插接在定位座(503)内,且斜滑杆(502)摆动时能够带动同侧的推杆(504)前后摆动后推动上模压成型座(102)旋转实现脱模。
2.根据权利要求1所述的一种水泵蜗壳的注塑抽芯机构,其特征在于:在所述的上模压成型座(102)侧边设置有导向缺口(3),在所述下模座(201)侧边固定有出水口抽芯组件(4),所述的出水口抽芯组件(4)包括抽芯油缸(401)以及抽芯滑块(402),所述抽芯油缸(401)的活塞杆与所述的抽芯滑块(402)连接,所述抽芯滑块(402)的一侧活动插接在所述的导向缺口(3)上,在所述抽芯滑块(402)的一端固定有用于对水泵蜗壳的输出口进行抽芯的抽芯头,所述抽芯滑块(402)的另一端设置有t型卡槽(6),在所述抽芯油缸(401)的活塞杆的端部设置有与t型卡槽(6)插接的t型定位杆(7)。
3.根据权利要求2所述的一种水泵蜗壳的注塑抽芯机构,其特征在于:在所述下模座(201)侧边设置有一个抽芯缺口(8),在所述抽芯缺口(8)内设置有两根对称的抽芯导条(9),所述抽芯导条(9)的内侧设置有斜导向滑槽(10),在所述抽芯滑块(402)的两侧设置有与斜导向滑槽(10)配合的导向滑条(11)。
4.根据权利要求2或3所述的一种水泵蜗壳的注塑抽芯机构,其特征在于:所述抽芯油缸(401)的两侧分别固定有一个定位架(12),所述定位架(12)固定在所述下模座(201)的侧边。
5.根据权利要求4所述的一种水泵蜗壳的注塑抽芯机构,其特征在于:在所述上模压成型座(102)的中心设置有固定在上模座(101)内的定位柱(13),所述定位柱(13)用于插入到水泵蜗壳的入水端口内实现对水泵蜗壳中心进行定位。
6.根据权利要求5所述的一种水泵蜗壳的注塑抽芯机构,其特征在于:在所述下模座(201)上设置有四根导向套管(14),在所述的上模座(101)上设置有与导向套管(14)配合的导向柱(15)。
技术总结
本技术公开了一种水泵蜗壳的注塑抽芯机构,包括相互配合的上模组件和下模组件,上模组件包括上模座和上模压成型座,下模组件包括下模座和下模压成型座,上模压成型座内设置有上模腔,在上模座上设置有注液孔,下模压成型座内设置有与上模腔配合的下模腔,在上模座侧边设置有快速脱模组件,快速脱模组件包括两个脱模油缸以及斜滑杆,上模座内的两侧固定有两个位于上模压成型座前后两侧的定位座,在每一定位座前后均滑动连接有推杆,且推杆一侧插入到上模压成型座的侧边凹槽内,斜滑杆插接在定位座内,且斜滑杆摆动时能够带动同侧的推杆前后摆动后推动上模压成型座旋转实现脱模。本结构实现快速脱模,提高工作效率,降低成品报废率。
技术研发人员:姚竹海
受保护的技术使用者:宁波艾迪森模具制造有限公司
技术研发日:20230824
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!