发泡板挤出成型设备及其生产的发泡板的制作方法
本技术涉及生产设备的,特别涉及发泡板挤出成型设备及其生产的发泡板。
背景技术:
1、如今,根据人们的需求,在生产生活中的方方面面都涉及到物品的包装,例如医疗药物、化学药品和食物等,都需要进行密封包装,以避免封装的物品受到外界环境的污染,或者防止有害物品泄漏造成危害和损失。
2、在包装时,对容器瓶口进行封装是包装的重点。目前,现有技术一般是采用电磁感应技术与封口垫片的结合来实现对容器瓶口的密封。其中,常用的封口垫片一般是由塑料膜、铝箔、发泡板等材料复合而成,塑料膜为热封性塑料膜,热封性塑料构成与瓶盖粘接的粘封层,铝箔形成铝箔层,发泡板为背衬层。
3、目前,发泡板一般是通过挤出工艺进行成型,成型后的发泡板被收卷成为卷料并进入材料复合车间,与其他卷料一同复合成为半成品,然后再将半成品送至机加工车间,在模切设备的加工下,将成卷的半成品模切成具有特定形状的多个封口垫片。
4、封口垫片在发货时,一般是以500个为一组进行重叠包装,但由于在重叠包装的过程中难以限定封口垫片的端面朝向,因此经常会出现两个封口垫片的发泡板层正对设置的情况,继而容易导致两个发泡板层之间形成真空效应,使得两者变得难以分离。待封口垫片发货至下游客户后,下游客户一般是通过自动生产线来实现封口垫片的上料,一旦两个封口垫片之间形成真空效应的话,则容易造成两个封口垫片同时上料的技术问题。为此,下游客户需要在上料机中设置电晕装置以及除静电装置,以抵消真空效应。
5、在现有技术中,都是从下游端去解决因真空效应而造成的技术问题,这不但会增加下游端的制造成本,还显得治标不治本。
技术实现思路
1、本实用新型旨在提供一种发泡板挤出成型设备,以解决带有发泡板的封口垫片在重叠包装时容易产生真空效应的技术问题。
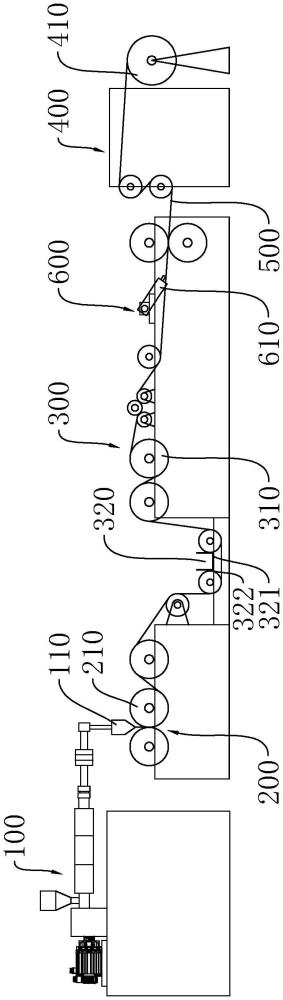
2、根据本实用新型的第一方面实施例的发泡板挤出成型设备,其包括:
3、挤出机,其用于将塑料颗粒熔融并挤出,所述挤出机设有口模,所述口模设有用于出料的料口;
4、定型机构,其包括具备动力的两个定型辊,两个所述定型辊之间设有挤压缝隙,所述料口正对于所述挤压缝隙,两个所述定型辊均设有非光滑的表面;
5、张紧机构,其对接于所述定型机构,所述张紧机构设有多个张紧辊;
6、收卷机构,其对接于所述张紧机构,所述收卷机构设有具备动力的收卷架。
7、根据本实用新型实施例的发泡板挤出成型设备,至少具有如下有益效果:所述挤出机作为现有技术,其能够将塑料颗粒熔融并通过螺杆进行挤出,挤出后的发泡板在两个所述定型辊的共同挤压下进行定型,定型后的发泡板通过所述张紧机构的多个张紧辊进行输送和冷却,最后被输送至所述收卷机构的收卷架进行收卷;与现有技术相比,由于两个所述定型辊均设有非光滑的表面,因此经过其定型后的发泡板具有哑光面,由于哑光面上遍布有细致的凹凸结构,而该凹凸结构能够极大地减弱真空效应的形成,因此本实用新型从上游端彻底解决了封口垫片在重叠包装时容易产生真空效应的技术问题,以有效降低下游端的制造成本,并显著提高下游端的良品率。
8、根据本实用新型的一些实施例,由于磨砂面和网纹面均为非光滑面,因此两个所述定型辊均设有磨砂表面或者网纹表面。
9、根据本实用新型的一些实施例,为了实现多层发泡板的复合,所述口模设有至少两个料口,所有的料口沿发泡板挤出成型设备的长度方向进行并排设置,使得由不同料口所挤出的发泡板能够在两个所述定型辊的挤压下复合成为一体。
10、根据本实用新型的一些实施例,所述发泡板挤出成型设备还包括循环水箱,所述循环水箱连接有出水管和进水管,所述出水管中设置有水泵,为发泡板的冷却提供技术支持。
11、根据本实用新型的一些实施例,为了降低发泡板的温度,以加快其固化的速度,两个所述定型辊均内置有第一冷却流道,所述第一冷却流道分别连通于所述进水管和所述出水管。
12、根据本实用新型的一些实施例,为了进一步降低发泡板的温度,至少一个所述张紧辊内置有第二冷却流道,所述第二冷却流道分别连通于所述进水管和所述出水管。
13、根据本实用新型的一些实施例,所述发泡板挤出成型设备还包括分切机构,所述分切机构设置在所述张紧机构与所述收卷机构之间,所述分切机构设有若干个切刀,所有的切刀沿发泡板挤出成型设备的宽度方向进行设置,从而将发泡板分切为预设的宽度。
14、根据本实用新型的一些实施例,由于所述发泡板挤出成型设备占用较长的空间位置,因此为了方便工作人员的走动,所述张紧机构设有处于低位的张紧辊,所述张紧机构在处于低位的张紧辊的旁侧设有行走通道,工作人员可通过所述行走通道从设备宽度上的一侧行走至设备宽度上的另外一侧。
15、根据本实用新型的一些实施例,为了避免工作人员在通过所述行走通道时不慎踩落在发泡板上,所述行走通道上设有踏板,所述踏板覆盖于发泡板的移动路径。
16、根据本实用新型的第二方面实施例的发泡板,其通过上述的发泡板挤出成型设备加工而成,使得所述发泡板具有哑光面。
17、根据本实用新型实施例的发泡板,至少具有如下有益效果:通过低成本的改造,从而将原来容易形成真空效应的发泡板加工成为不容易形成真空效应的发泡板,对于采用封口垫片的包装行业来说,由所述发泡板挤出成型设备加工而成的发泡板具有良好的市场前景。
18、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.发泡板挤出成型设备,其特征在于,包括:
2.根据权利要求1所述的发泡板挤出成型设备,其特征在于:两个所述定型辊(210)均设有磨砂表面或者网纹表面。
3.根据权利要求1所述的发泡板挤出成型设备,其特征在于:所述口模(110)设有至少两个料口,所有的料口沿发泡板挤出成型设备的长度方向进行并排设置。
4.根据权利要求1所述的发泡板挤出成型设备,其特征在于:还包括循环水箱,所述循环水箱连接有出水管和进水管,所述出水管中设置有水泵。
5.根据权利要求4所述的发泡板挤出成型设备,其特征在于:两个所述定型辊(210)均内置有第一冷却流道,所述第一冷却流道分别连通于所述进水管和所述出水管。
6.根据权利要求4所述的发泡板挤出成型设备,其特征在于:至少一个所述张紧辊(310)内置有第二冷却流道,所述第二冷却流道分别连通于所述进水管和所述出水管。
7.根据权利要求1所述的发泡板挤出成型设备,其特征在于:还包括分切机构(600),所述分切机构(600)设置在所述张紧机构(300)与所述收卷机构(400)之间,所述分切机构(600)设有若干个切刀(610),所有的切刀(610)沿发泡板挤出成型设备的宽度方向进行设置。
8.根据权利要求1所述的发泡板挤出成型设备,其特征在于:所述张紧机构(300)设有处于低位的张紧辊(310),所述张紧机构(300)在处于低位的张紧辊(310)的旁侧设有行走通道(320)。
9.根据权利要求8所述的发泡板挤出成型设备,其特征在于:所述行走通道(320)上设有踏板(321)。
10.发泡板,其特征在于:所述发泡板(500)通过如权利要求1至9任意一项所述的发泡板挤出成型设备加工而成,使得所述发泡板(500)具有哑光面。
技术总结
本技术公开了发泡板挤出成型设备及其生产的发泡板,该发泡板挤出成型设备包括:挤出机,其设有口模,所述口模设有料口;定型机构,其包括具备动力的两个定型辊,两个所述定型辊之间设有挤压缝隙,所述料口正对于所述挤压缝隙,两个所述定型辊均设有非光滑的表面;张紧机构,其对接于所述定型机构,所述张紧机构设有多个张紧辊;收卷机构,其对接于所述张紧机构,所述收卷机构设有具备动力的收卷架。由于两个所述定型辊均设有非光滑的表面,因此经过其定型后的发泡板具有哑光面,由于哑光面上遍布有细致的凹凸结构,而该凹凸结构能够极大地减弱真空效应的形成,因此从上游端彻底解决了封口垫片在重叠包装时容易产生真空效应的技术问题。
技术研发人员:叶俊安,陈朝伦,莫桂红
受保护的技术使用者:佛山市珀力包装有限公司
技术研发日:20230901
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!